「モジュールが同じなら歯車は噛み合う」は誤り、モジュール・歯型・圧力角・転移量の役割
ichimatsu
How to 機械設計

熱処理の指示は、材質記号を書くことよりも難しいと感じています。
以前、ギヤとねじが一体になった部品で、防炭処理の指示を入れ忘れたことがあります。狙いは、ギヤの歯だけを浸炭で硬くすること。ところがねじ部にも炭素が入り、芯の粘り(「あんこ」と呼んでいる軟らかい芯)が消えて、脆いねじになってしまいました。図面に「ここは浸炭させない」の一行が無い。それだけで、部品は別物になります。
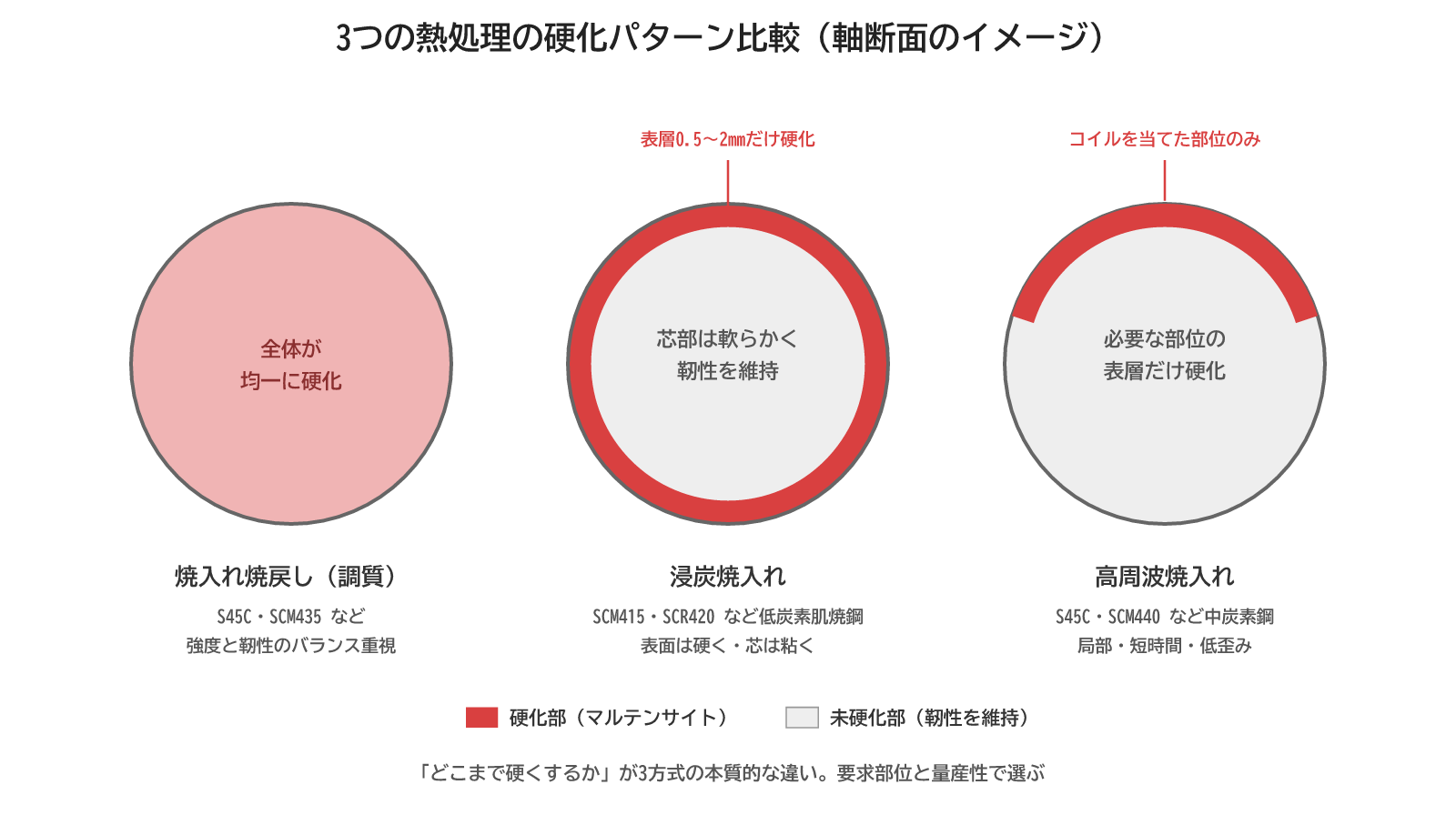
熱処理は「硬くする」工程だと思われがちです。でも本当は、どこを・どれだけ・どんな組織にするか、その指定までが設計の仕事です。この記事では代表的な3つ、焼入れ焼戻し・浸炭焼入れ・高周波焼入れを、原理から図面指示の勘所まで比較します。
以下に、焼入れ焼戻し、浸炭焼入れ、高周波焼入れの3つの熱処理方法について、それぞれの主要なポイントを解説します。
焼入れ焼戻しは、鋼材に高い強度と靭性をバランス良く付与する基本的な熱処理で、「調質」とも呼ばれます。
焼入れ焼戻しは、「焼入れ」と「焼戻し」の2工程から成ります。
鉄は、加熱温度で特性が大きく変わるよ。
『焼き入れ』でカッチカチに固くして(その代わり脆い)
『焼き戻し』少し柔らかくして脆くなくしてるイメージです。
主に中炭素鋼(S45C、S50Cなど)や合金鋼(SCM435、SCM440など)が用いられます。炭素量は焼入れ後の最高硬さに、合金元素(Mn, Cr, Moなど)は焼入れ性(硬化の深さ)に影響します。
炭素鋼の記号の
S:スチール(鉄)
C:カーボン(炭素)
M:モリブデン
数字:C(炭素量)0.〇〇%
を示しているよ。
数字が大きいほど炭素量が多く、焼き入れ後の硬度を高くすることが出来るっていう事です。
部品全体が均一に硬化し、高い強度と耐摩耗性、そして焼戻し条件に応じた適切な靭性が得られます。S45Cの調質では引張強さ690 MPa以上、硬さはHRC25~52程度に調整されます。焼戻し温度により特性が変化し、低温焼戻しでは高硬度維持、高温焼戻しでは靭性向上が主目的です。
全体的な強度と靭性が求められる部品に適用されます。
浸炭焼入れは、鋼材表面のみを硬化させる代表的な表面硬化熱処理で、耐摩耗性と耐疲労性を向上させつつ、心部の靭性を維持したい場合に適します。
低炭素鋼や低炭素合金鋼の表面に炭素を浸透させる「浸炭処理」と、その後の「焼入れ・焼戻し処理」を組み合わせます。
主に低炭素鋼(S15CK、S20CKなど)や肌焼鋼(SCM415、SCM420など)が用いられます。表面は浸炭により高炭素化して硬く、心部は低炭素で靭性を保つことができます。
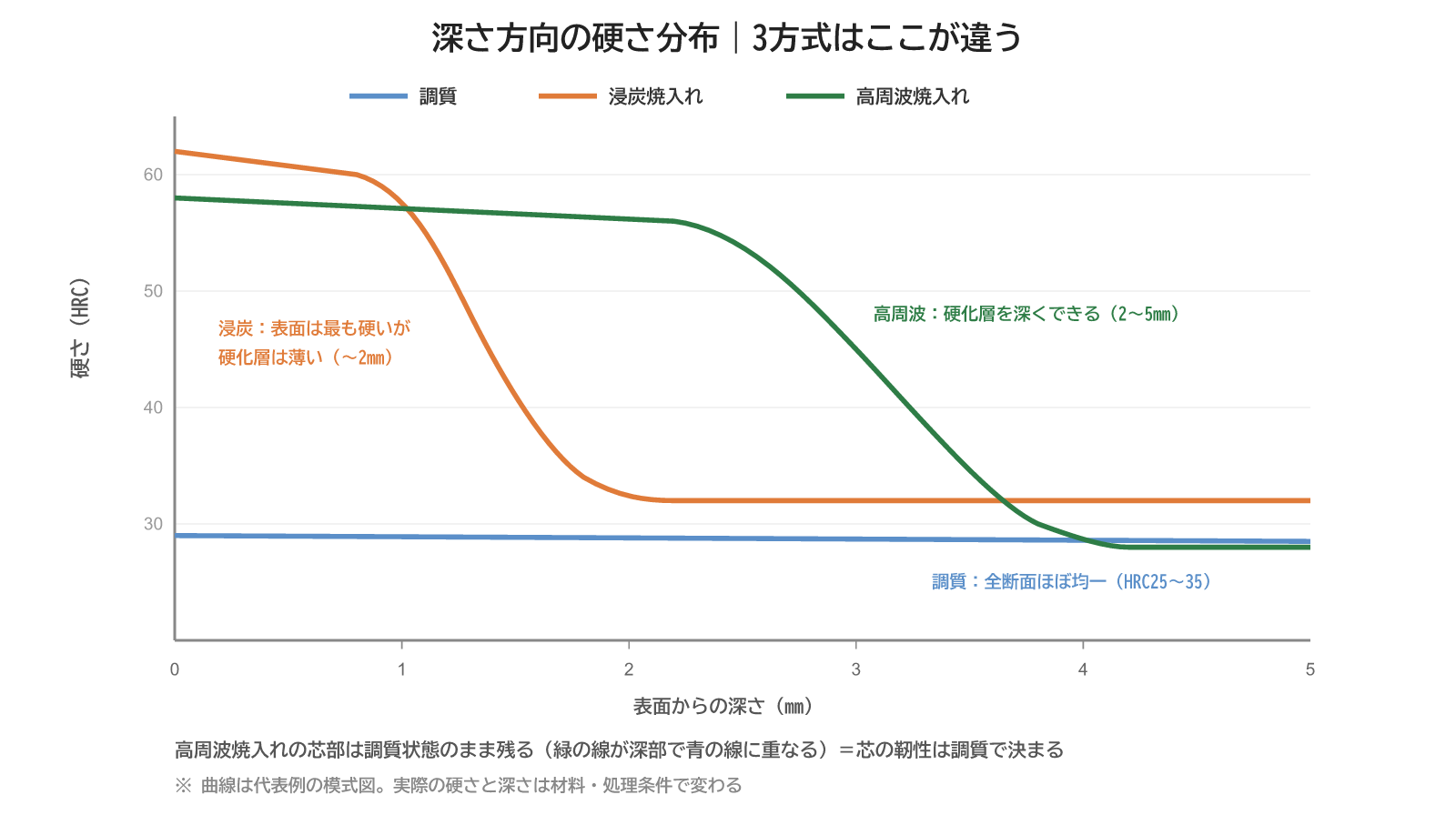
表面はHRC58~64程度の高硬度で耐摩耗性・耐疲労性に優れ、内部(心部)は元の低炭素鋼の組織で靭性を維持します。硬化層深さは処理条件で0.2mm~3mm程度に制御されます。
表面の耐摩耗性と内部の靭性が同時に求められる部品に採用されます。
前項の焼き入れとの違いは、全体的に固くするのか、表面だけ固くするのかの違いです。
過酷な使われ方をするギヤ等は、表面はカッチカチにしてピッチング(疲労)を起こさないようにしつつ、内部を人生を持たしてインパクトある荷重が加わっても歯が折れないようにするためにこの方法を用います。
(中の炭素が入っていない部分を、饅頭に例えて『あんこ』と呼んだりもするよ)
浸炭深さ次第では、ギヤの歯全体が硬化されてしまって『あんこ』がない状態になるので、『要求硬度と硬化深さ』は図面に明記が必要だね。
高周波焼入れは、電磁誘導作用で鋼材表面を選択的かつ急速に加熱後、急冷して表面層のみを硬化させる表面硬化熱処理です。生産性が高く、歪みが少ない特徴があります。
母材自身が十分な炭素量(一般的に0.40~0.45%以上)を含む必要があります。中~高炭素鋼(S45C、S55Cなど)や合金鋼(SCM435、SCM440など)が適しています。非磁性体金属には適用できません。
表面層のみが硬化し(例えばS45CでHRC50~60程度)、内部は元の靭性を保持します。高い表面硬度と耐摩耗性、圧縮残留応力による耐疲労性向上が特徴です。硬化層深さの制御が可能で、低歪みです。
特定部位に高い耐摩耗性や耐疲労性が要求され、低歪み・高速処理が求められる部品に多用されます。
原理はHIクッキングヒーターと同じだよ。(IH用のお鍋は、アルミ製でも底に鉄板をくっつけているよね)
局部的に硬化させたいときに使う方法だけど、条件出しが結構難しくて、焼き過ぎすぎて脆くなったりすることもあるよ。
浸炭焼き入れと同じく、しっかり要求仕様を図面内に明記することが重要だよ
各熱処理方法は、部品の要求特性、材質、形状、コスト、生産性などをあわせて比較検討して選択されます。例えば、低炭素鋼で表面に極めて高い硬度と耐摩耗性、心部に靭性を持たせたいギアには浸炭焼入れが、中炭素鋼のシャフト特定部のみを迅速・低歪みで硬化させたい場合は高周波焼入れが、部品全体の均一な強度と靭性が求められる場合は焼入れ焼戻しが基本的な選択肢となります。
熱処理方法の主要特性比較
| 特性 (Characteristic) | 焼入れ焼戻し (Quenching & Tempering) | 浸炭焼入れ (Carburizing & Quenching) | 高周波焼入れ (Induction Hardening) |
| 主な目的 | 部品全体の強度と靭性のバランス調整 | 表面の高硬度化・耐摩耗性向上と、心部の高靭性維持 | 部品表面または特定部分の選択的な高硬度化・耐摩耗性・耐疲労性向上 |
| 使用材料の目安 | 中炭素鋼 (S45C等)、合金鋼 (SCM435等)、工具鋼 | 低炭素鋼 (S15CK等)、肌焼鋼 (SCM415等) | 中~高炭素鋼 (S45C等、C≧0.3%)、合金鋼 (SCM435等) |
| 硬化態様 | 全体硬化(調質) | 表面層硬化(炭素拡散による) | 表面層硬化(誘導加熱による) |
| 代表的な表面硬さの目安 | 焼戻し温度による (例: S45CでHRC25~55程度) | HRC58~64程度 | HRC50~60程度 (S45Cの場合) |
| 代表的な内部硬さの目安 | 表面とほぼ同等 | 表面より低い (例: HRC30~45程度) | 焼入れされないため母材のまま |
| 靭性 | 焼戻しにより調整可能(中~高) | 心部:高い、表面:比較的低い | 心部:母材のまま、表面:比較的低い |
| 耐摩耗性 | 良好 | 表面:極めて優れる | 表面:極めて優れる |
| 耐疲労性 | 良好 | 表面圧縮残留応力により良好 | 表面圧縮残留応力により優れる、特に局部強化で効果大 |
| 歪み | 中程度、部品形状やサイズによる | 比較的大きい(高温長時間処理のため) | 小さい(局所短時間加熱のため) |
| 処理時間 | 中~長(バッチ処理、保持時間) | 長い(浸炭に数時間~十数時間) | 極めて短い(数秒~数十秒) |
| 主な自動車部品適用例 | クランクシャフト、コンロッド、ボルト、ナット | ギア、ピストンピン、シャフト類 | クランクシャフト、カムシャフト、ギア(歯面) |
| コスト傾向(相対的) | 中程度 | 高め(長時間処理、雰囲気ガス、真空設備の場合高価) | 中~高め(コイル製作費、高周波電源) |
コストも選定の要素です。ただ設計者が見るべきは、炉や電源といった設備費そのものより、自分の部品にどう跳ね返るかです。処理時間、歪み取りの後工程、検査の手間。この観点で3方式を並べます。
いずれも正確な温度・時間・冷却の管理と品質検査が欠かせません。焼入れ焼戻しは標準的ですが、条件設定には経験が要ります。浸炭焼入れはガス浸炭の雰囲気制御に熟練が要り、真空浸炭は比較的容易です。高周波焼入れはコイル設計と条件設定に専門知識と経験が求められます。
大づかみには、設備費は真空浸炭炉や高出力の高周波設備が高く、汎用炉での焼入れ焼戻しは抑えやすい。ランニングはガス浸炭が高め、高周波は短時間で電力を抑えやすい代わりにコイル費がのります。ただ、本当に効くコストは別のところにあります。歪みが出れば歪み取りや研削が増え、図面指示が曖昧なら不良の手直しが増える。単価表に出ない工数こそ、設計の書き方で動く部分です。
自動車部品は多様な機能と性能が要求され、熱処理も使い分けられます。
例えば、ギヤとねじが一体になっていて、ギヤには高負荷が加わる場合。
ギヤ:浸炭焼き入れをしたい
ねじ:ギヤと同じ浸炭焼き入れをするとあんこがなくなって脆くなるから、浸炭焼き入れしたくない
という場合。そんな時は、ねじ部に浸炭焼き入れが入らないように、防炭処理(塗りものを塗って炭素が入らないようにする)をするよ。
自動車部品は、一つの部品でも部位ごとに求められる性能が違います。だからこそ、表面だけを硬くする浸炭焼入れや高周波焼入れが効いてきます。軽量化が進むほど一点に応力が集まり、熱処理での作り込みはシビアになります。どの面をどう硬くするかは、図面を引く段階で決めておきたいところです。
3つの熱処理を比べました。焼入れ焼戻しは全体を、浸炭焼入れは表面を硬く芯を粘く、高周波焼入れは狙った場所だけを硬くする。役割がはっきり違います。
ただ、設計者の本題は「どれを選ぶか」だけではありません。選んだあと、図面にどう書くかです。要求硬度。硬化層の深さ。そして、硬くしたくない場所の防炭指示。この3つを書き落とすと、冒頭のねじのように、狙いと違う部品が出来上がります。
熱処理屋さんは、図面に書かれたとおりにしか処理できません。書いていない部分は、現場の判断に委ねることになります。硬さの数字と範囲を、自分の手で図面に入れておく。熱処理を活かせるかどうかは、そこで決まります。