「モジュールが同じなら歯車は噛み合う」は誤り、モジュール・歯型・圧力角・転移量の役割
ichimatsu
How to 機械設計

インボリュートスプラインを「歯車に似た形をした部品」と思って設計を進めると、量産で噛み合わない、心ぶれする、抜けない、といった事故になる。
歯車は動力を変換する要素、スプラインは軸とハブを結合する要素。両者はインボリュート曲線という共通の幾何学だけを共有しており、求められる設計判断はまったく違う。
本稿は、設計者が押さえるべき3つの軸——はめあい方式・規格・加工方法——に絞って整理する。
両者はモジュール・圧力角・ピッチ円といった用語を共有するため、混同されやすい。だが機能と構造は明確に異なる。
| 比較項目 | インボリュートスプライン | 歯車 |
|---|---|---|
| 目的 | 同軸上の軸と穴を結合してトルクを伝達 | 異なる軸間で運動・動力を伝達 |
| 速度比 | 常に 1:1(速度・トルク不変) | 歯車比で変換 |
| 構造 | 雄スプライン(軸外周)と雌スプライン(穴内周)の嵌合 | 外歯車同士、外歯車と内歯車、ラック等 |
| 軸方向移動 | スライド可能(多くの場合) | 不可 |
スプラインは結合要素であり、歯車は変換要素。本質的に役割が違う。
「軸の外周と穴の内周で同じ歯形を噛み合わせる」とは、要するに同軸結合の中で多点接触させてトルクを分散させる仕組み。1本のキーで受けるよりも遥かに大きなトルク容量を確保できる。
| 要素 | トルク容量 | 高精度加工 | 軸方向スライド | 備考 |
|---|---|---|---|---|
| 角キー / 半月キー | 小〜中 | 困難 | 不可 | キー溝1点で受ける |
| 角スプライン | 中 | 困難(フライス/スロッタ/ブローチ) | 可 | 寸法管理が難しい |
| セレーション | 小 | 普通 | 可 | 多歯だが角度浅く負荷容量が劣る |
| インボリュートスプライン | 大 | 可(歯車加工機械が流用可) | 可 | 負荷能力・生産性・寸法管理のバランスが最良 |
インボリュート歯形を採用するメリットは次の通り。
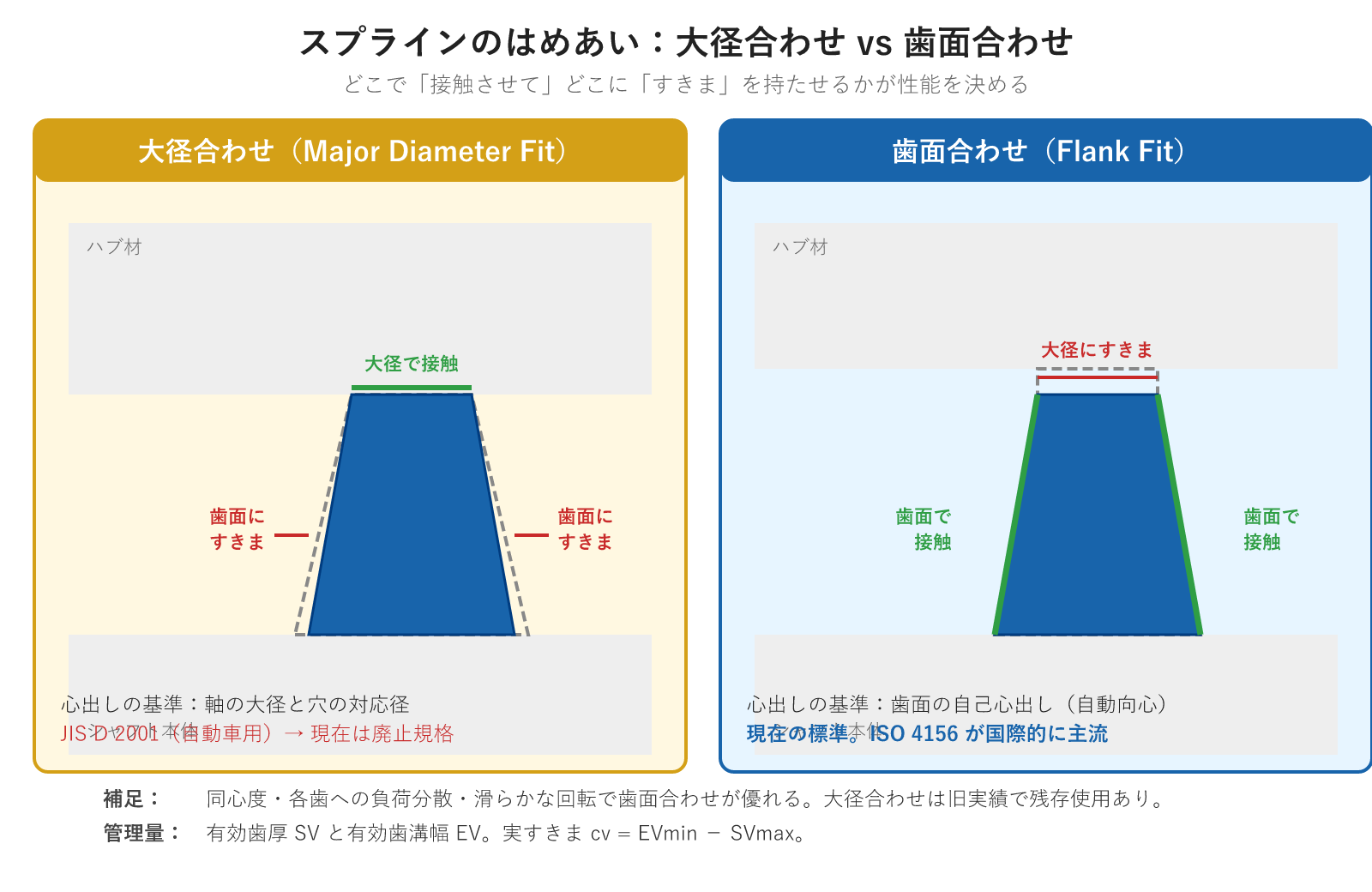
スプライン設計で最も誤りやすい判断がここ。はめあい方式によって、心出し精度・歯への負荷分散・許容公差が変わる。
はめあいを管理するのは「単一の歯」の寸法ではない。ピッチ誤差・歯形誤差・リード誤差を含んだスプライン全体の幾何誤差で評価する。
cv = EVmin − SVmax が実際のすきま量はめあい等級(滑動はめあい等)は、主に SV の公差を調整して得る。
JIS では自動車向けスプラインとして大径合わせを JIS D 2001 で規定していたが、現在は廃止規格。「規格としてのおすすめは歯面合わせ」というのが現代の答え。
ただし「昔から使い続けて実績がある」という理由で大径合わせを採用し続けるメーカーも残っている。
スプライン規格には JIS B 1603、JIS D 2001、ISO 4156、DIN、ANSI/SAE などがある。それぞれ圧力角・転位係数・公差等級が異なる。
| パラメータ | JIS B 1603(旧) | ISO 4156(現在の国際標準) |
|---|---|---|
| 主な圧力角 | 30°、20°(旧規格等) | 30°、37.5°、45° |
| モジュール体系 | メートル | メートル |
| はめあい定義 | 有効歯厚・有効歯溝幅 | 同概念 |
| 公差等級 | 精度等級 4〜8 級 | ISO等級準拠 |
| 転位指定 | 転位係数 | 転位係数 |
JIS の旧スプライン規格は次の通り。
JIS 上、正式なインボリュートスプラインの規格は現在「無い」状態。各メーカーは旧 JIS を社内標準として運用しているのが実情で、新規参入メーカーには非常に困った状況だった。
これに対し、JSA(日本規格協会)が 2025 年に ISO 4156 の日本語版を発行した。新規設計はこちらを参照するのが標準的なルート。詳細は JSA: ISO 4156-1(日本語版) を参照。
インボリュートスプラインは、図面に「適用規格・主要諸元・はめあい等級」を書いて初めて加工と検査が成立する。歯車のように歯数だけで一意には決まらない。同じ歯数でも、はめあい方式と公差等級が変われば別物になる。
| 記入項目 | 内容・記入例 |
|---|---|
| 適用規格と版数 | ISO 4156(JIS B 1603は廃止)。従う規格を必ず明記。規格の混用は不可 |
| モジュール m | 例:m=2。基準円直径=m×z |
| 歯数 z | 雄・雌で同数 |
| 圧力角 α | 30° / 37.5° / 45° から選択 |
| はめあい方式 | 歯面合わせ(側面基準)か大径合わせかを明記 |
| 公差等級 | 歯厚・歯溝幅の等級。はめあいを決める核 |
| 有効歯厚 SV / 歯溝幅 EV | 上下限を指示。実歯厚と区別する |
| 検査基準 | マスタゲージ(GO/NO-GO)の合否で判定 |
図面指示は「規格+諸元+はめあい等級+ゲージ合否」の4点で閉じる。
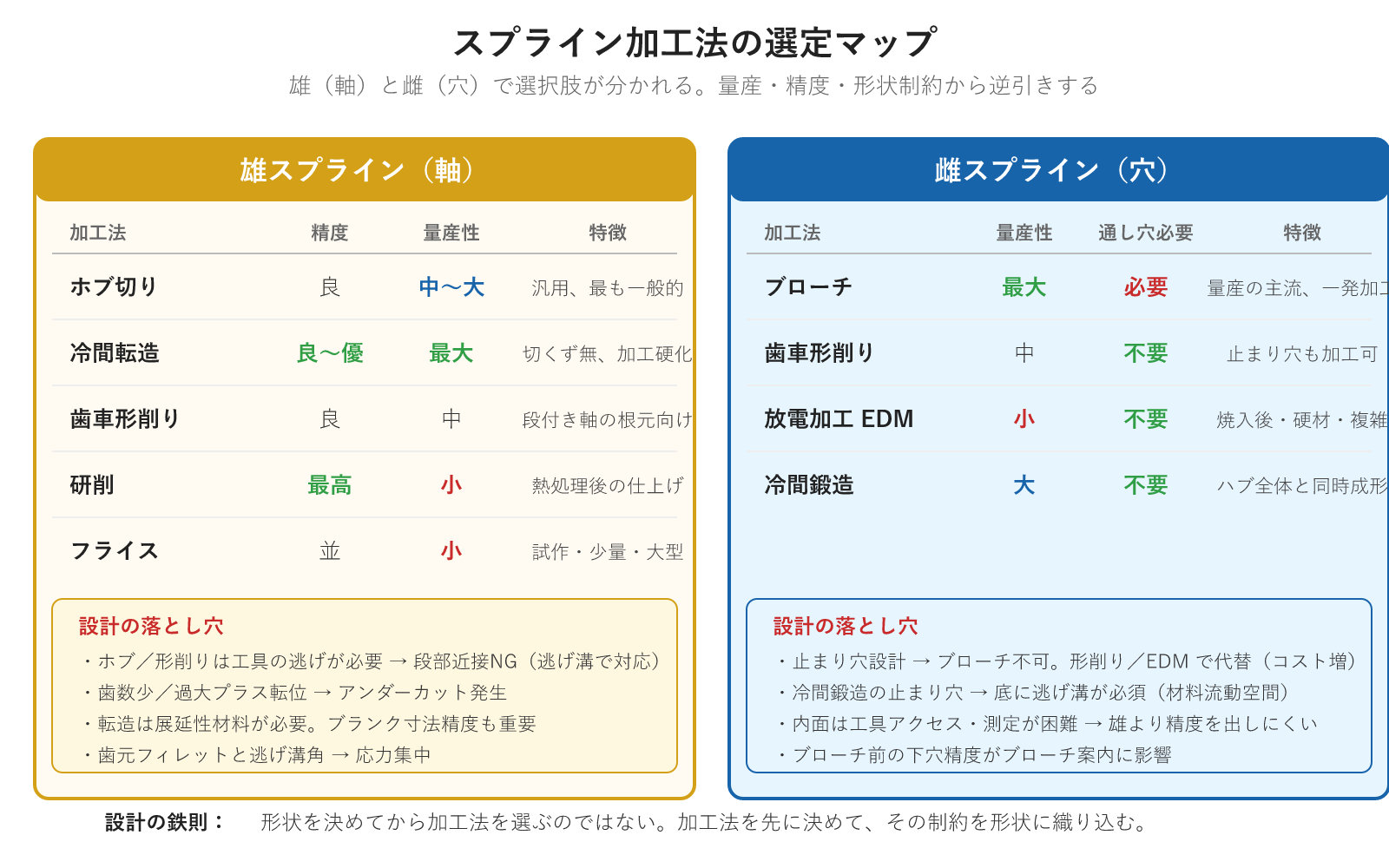
| 加工法 | 精度 | 量産性 | コスト | 特徴 |
|---|---|---|---|---|
| ホブ切り | 良 | 中〜大 | 中 | 汎用性最高。最も一般的 |
| 歯車形削り | 良 | 中 | 中 | 段付き軸の根元など、ホブが届かない位置でも可 |
| フライス加工 | 並 | 小 | 高 | 試作・少量・大型向け |
| 冷間転造 | 良〜優 | 大 | 低 | 切りくず無し、表面粗さ良、加工硬化で疲労強度向上。展延性材料が必要 |
| 研削加工 | 最高 | 小 | 高 | 熱処理後の仕上げ。歪み除去・寸法精度確保 |
高トルク伝達の現場では、スプラインの「全歯当たり」は理想にすぎない。実際の負荷分担と2歯受けの考え方は スプライン設計の基本|高トルク伝達で失敗しないための2歯受けの考え方 で詳述。
雄より難易度が高い。穴の内部加工になるため工具アクセス・測定が制約される。
| 加工法 | 精度 | 量産性 | 通し穴必要 | 特徴 |
|---|---|---|---|---|
| ブローチ加工 | 良 | 最大 | 必要 | 量産の主流。一発加工 |
| 歯車形削り(内歯車) | 良 | 中 | 不要(止まり穴OK) | ブローチが使えない時の代替 |
| 放電加工(EDM) | 良 | 小 | 不要 | 焼入れ後の硬材・複雑形状向け |
| 冷間鍛造 | 中 | 大 | 不要 | ハブ部品全体の成形と同時に内部を成形 |
内径スプラインの加工方法(ブローチ・ギヤシェーピング・冷間鍛造)の比較とコスト・強度の選定は 内径スプライン加工の3工法をコストと強度で選ぶ で詳述。
スプライン設計のコツは、形状を決めてから加工方法を考えるのではない。意図する加工方法を先に決めて、その制約を設計に織り込むこと。
スプラインは「歯車の親戚」ではなく、独立した設計対象。負荷能力・寸法管理・量産性のバランスで選ぶ機械要素として捉える。
スプラインの規格や設計思想を体系的に学びたい、歯車との関係を腹落ちさせたい——という方には、以下の入門書が最初の1冊として最適。図解中心で、現場で「あれ、どうだっけ?」のリファレンスにも使える。
スプラインの規格や設計思想をもっと体系的に学びたい、歯車との関係を腹落ちさせたい——という方には、以下の入門書が最初の1冊として最適です。 図解中心で、現場で「あれ、どうだっけ?」となったときのリファレンスにも使えます。