機械設計者のための溶接ガイド(入門編):継手側から考える3つの基礎
ichimatsu
How to 機械設計

設計図面の材質欄に「SS400」「SUS304」「A5052」と書く。溶接記号も付ける。それで指示は完結したつもりでも、現場では割れる、腐る、巣が出る。
設計者の責任は、材料名と溶接記号で終わりではない。溶接性と検査方法を「設計指示として」明文化することまで含む。本稿はその境界を整理する。
実務応用編までで強度と歪みの実務は押さえた。ここから先は、材料側の特性と品質保証側の選定が主役になる。
「SUS304で溶接構造」と書いて発注。立ち上がりは問題なし。半年後、海水近接の屋外用途で粒界腐食。Lグレードに切り替えるだけで解消したが、原因究明と再製作で工数を失った。
ありがちなパターンだ。材料記号だけで指示を済ませると、溶接熱影響部(HAZ)で起きる材料変化が抜け落ちる。設計図面に必要なのは、母材記号+溶接性に対する追加指示の二段構えである。
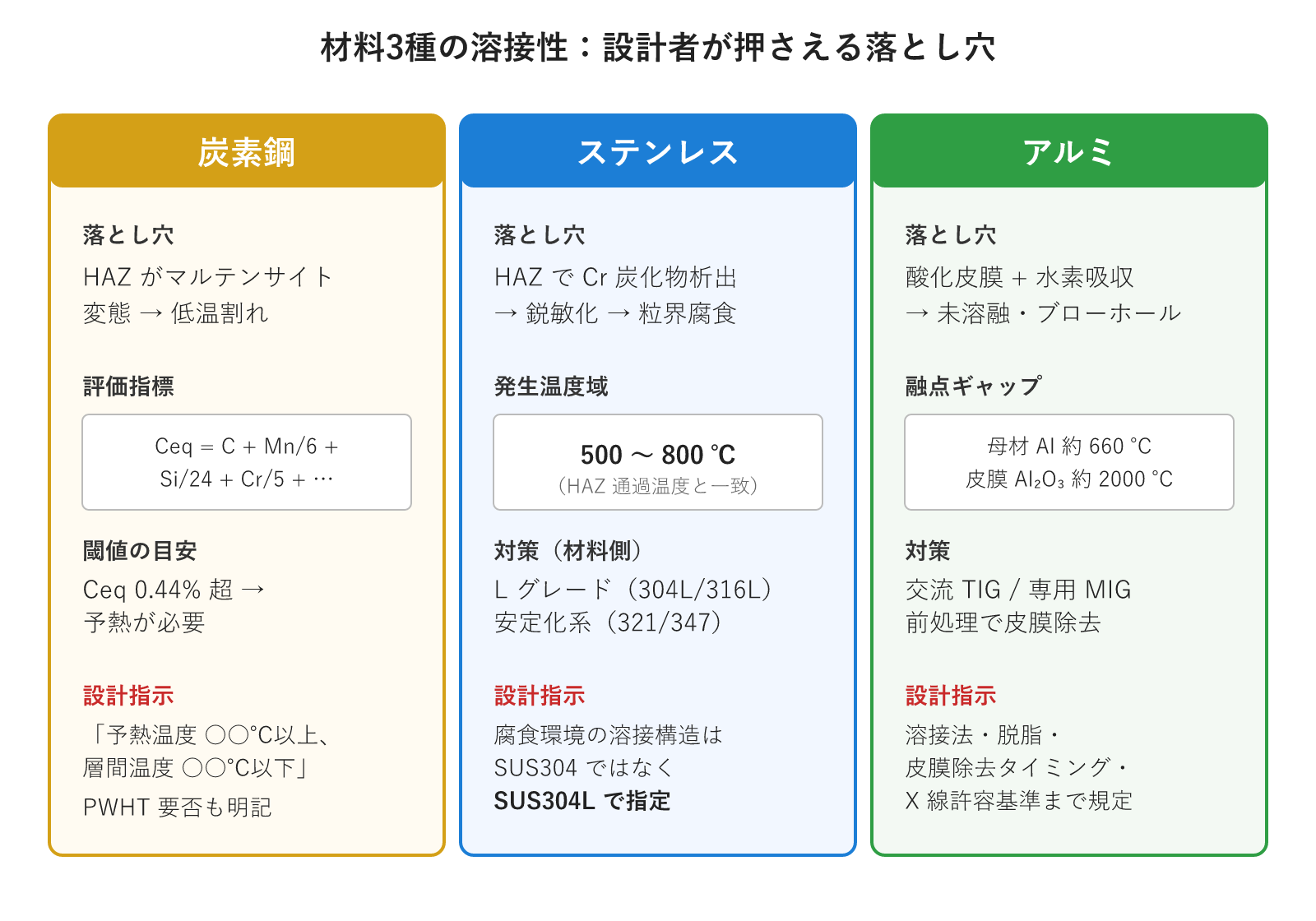
炭素鋼は溶接しやすい。ただしハイテン材(高張力鋼)に近づくほど、HAZ がマルテンサイトに変態しやすい。これが低温割れの正体。
評価指標は 炭素当量 Ceq。炭素以外の合金元素を C 量に換算して足し合わせる。
Ceq (%) = C + Mn/6 + Si/24 + Ni/40 + Cr/5 + Mo/4 + V/14
目安は Ceq 0.44% 超で予熱が必要。SS400 や SM490A 程度なら通常は無対策で溶接可能だが、HT780 級になると 100〜150℃ の予熱、HT980 級では 150〜200℃ が一般的だ。
設計者がやるべきこと
SUS304 や SUS316 は溶接できる。だが「溶接できる」と「溶接後も耐食性が維持される」は別の話。
HAZ で鋼中の C が結晶粒界の Cr と結合(Cr 炭化物の析出)。粒界周辺の Cr が枯渇し、ここから粒界腐食が始まる。これが鋭敏化。発生温度域は概ね 500〜800℃で、まさに溶接 HAZ が通る温度帯と一致する。
対策は二択。
| 対策 | 材料 | 特徴 |
|---|---|---|
| L グレード採用 | SUS304L / SUS316L | C 含有量 0.030% 以下に抑制。最も一般的 |
| 安定化ステンレス採用 | SUS321(Ti添加)/ SUS347(Nb添加) | C が Ti/Nb と優先結合し Cr を守る。高温用途で有利 |
設計図面では「SUS304」と書かない。腐食環境に置く溶接構造は SUS304L で指定する。コスト差は小さく、後工程の不良ロス回避効果が大きい。
アルミは難材料だ。理由は三つある。
設計指示として書くべきこと。
「アルミだから TIG でやって」では指示が浅い。前処理タイミングと検査基準まで設計側が決める。
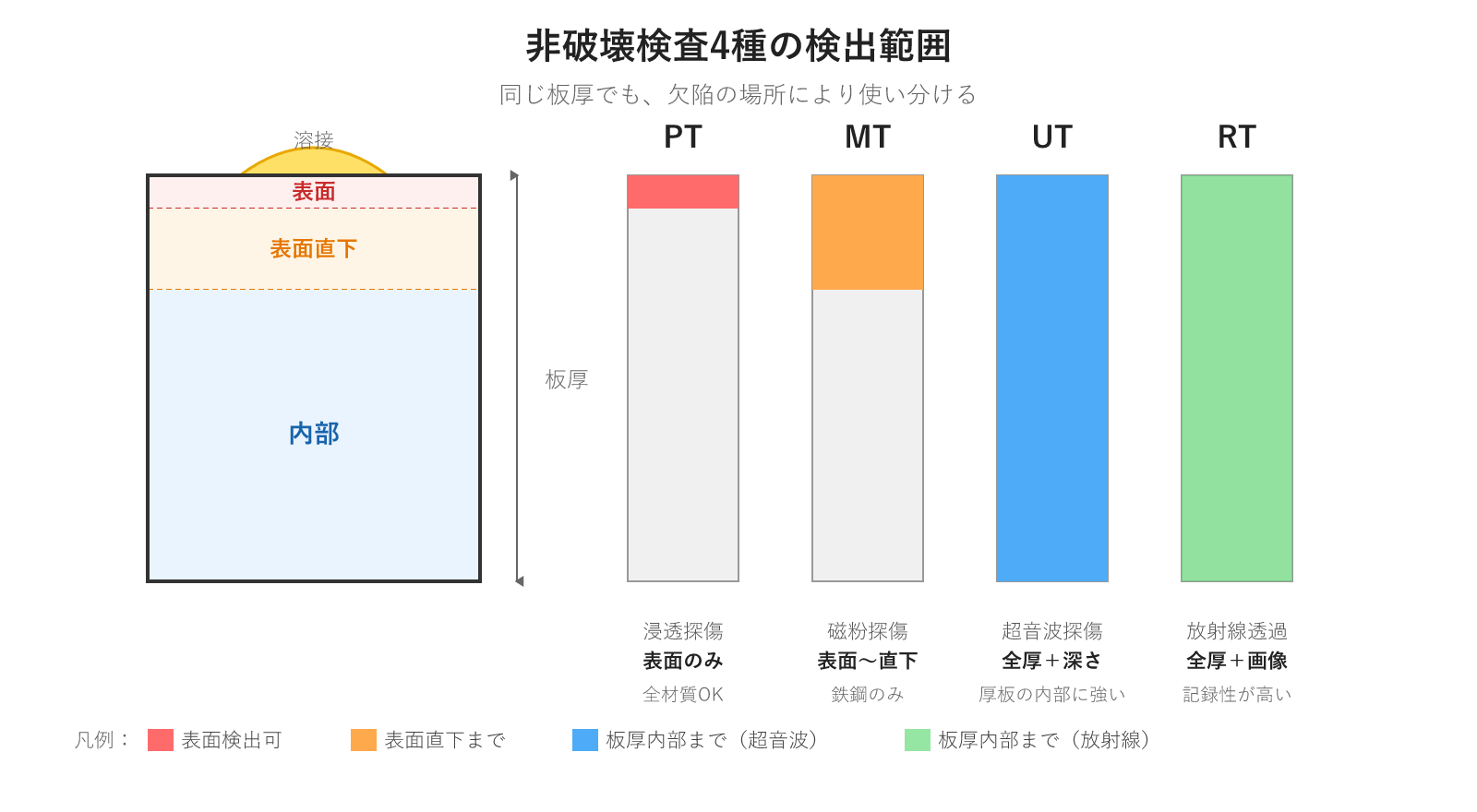
溶接欠陥は内部に潜む。表面から見えない割れ、融合不良、ブローホール。これらを完成品で見つけるのが非破壊検査(NDT)。
4種の使い分けを誤ると、「検査したのに見つからなかった」事故になる。
| 検査 | 略号 | 検出範囲 | 代表用途 |
|---|---|---|---|
| 浸透探傷 | PT | 表面に開いた割れのみ | SUS・アルミの表面割れ。鉄鋼以外で使える |
| 磁粉探傷 | MT | 表面〜表面直下(数 mm まで) | 鉄鋼の表面疲労割れ。SUS・アルミでは使えない |
| 超音波探傷 | UT | 板厚内部全域 | 厚板の内部割れ、融合不良。深さと位置が分かる |
| 放射線透過 | RT | 板厚内部全域 | ブローホール、画像で記録が残せる。立体把握は不利 |
選定の考え方。
設計図面の溶接記号に、検査方法を併記する。「すみ肉 6mm」だけでなく「すみ肉 6mm/MT 100%」と書く。検査範囲(100%/抜き取り)も指定する。
設計者の溶接指示は、材質記号と溶接記号で完結しない。
材料側の特性を理解せずに「溶接記号を付けたから設計責任は果たした」とする思考が、量産で事故を起こす。指示書に何を書かないと現場が困るかで図面の完成度を測る。