材料の溶接性と設計指示、SUS304の落とし穴と非破壊検査
ichimatsu
How to 機械設計

溶接設計の入口で、TIG・MIG・MAGといった「方法」の分類から学び始める方も多いのではないでしょうか。教科書を開けば最初の章で必ず登場し、入門書も方法ごとの解説に多くのページを割いています。
ただ、設計図面の上で実際に判断しているのは方法ではありません。設計者が決めるべきは継手側の条件であり、方法選択は製造側へ引き継ぐ領域です。
この記事では、溶接の入口段階で押さえる3つの基礎を、設計者視点から整理します。応用編・専門編へ進む前の土台として活用していただける構成にしています。
JIS Z 3021(溶接記号)で図面に記載されるのは、継手形式・寸法・仕上げ条件です。「TIGで」「MAGで」と方法名を直接指定することは、実務ではほとんどありません。方法を選ぶのは製造側であり、設計者は 継手側で要件を定義する のが本来の分業です。
設計者が溶接を扱うとき、最初に決める3要素はこれです。
この3つが決まれば、製造側は最適な方法を選定できます。逆に、これが曖昧なまま「TIGでお願いします」とだけ書くと、製造側で判断が止まり、設計に問い合わせが返ってきます。設計者が「方法」に踏み込みすぎるほど、本来の役割分担からずれていきます。
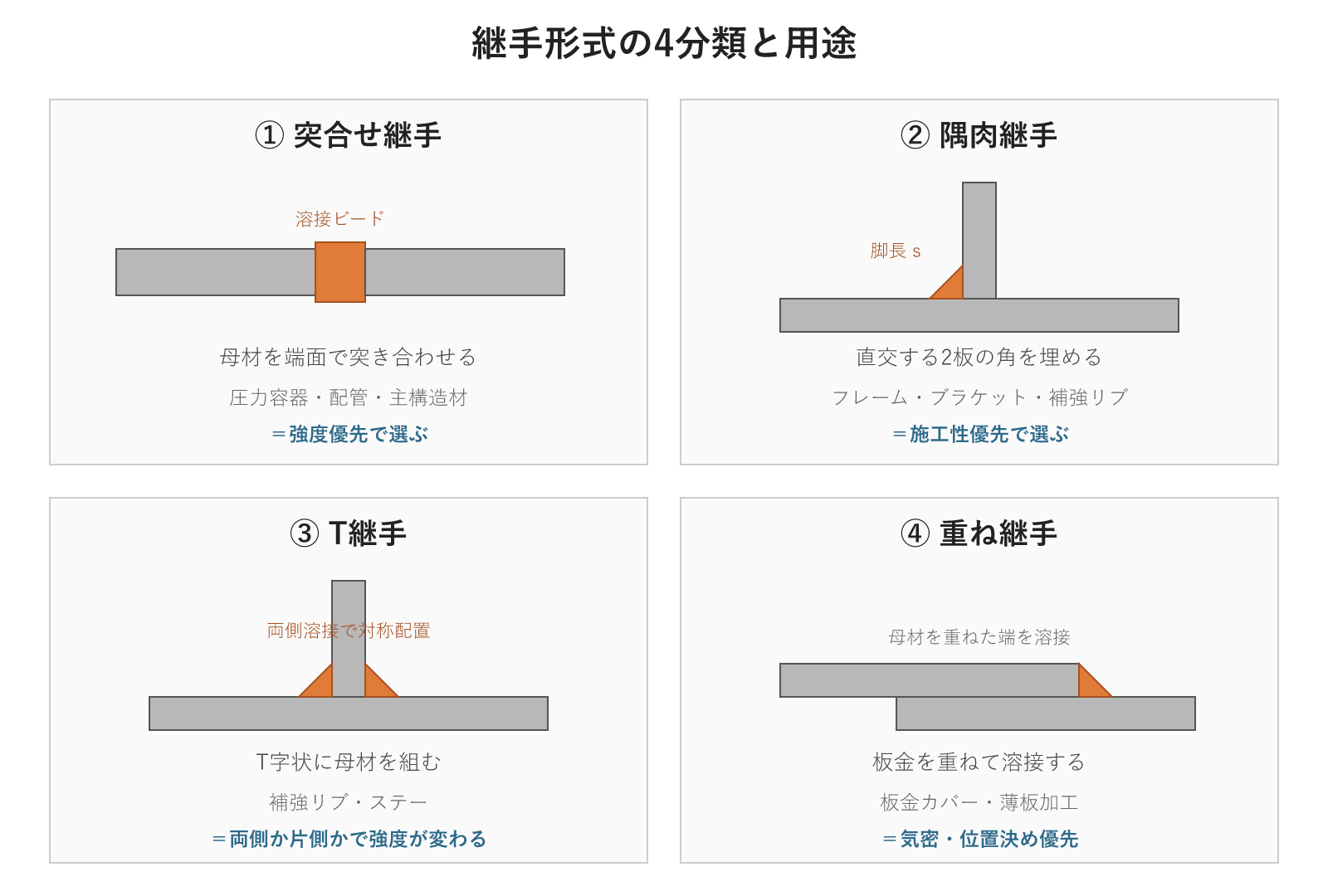
継手形式は大きく4つに整理できます。図面に出てくる頻度が高い順に並べました。
| 継手形式 | 構造 | 主用途 |
|---|---|---|
| 突合せ継手 | 母材を端面で突き合わせる | 圧力容器・配管・主構造材 |
| 隅肉継手 | 直交する2板の角を埋める | フレーム・ブラケット |
| T継手 | T字状に母材を組む | 補強リブ・ステー |
| 重ね継手 | 母材を重ねて溶接 | 板金カバー・薄板加工 |
突合せは母材断面と同等の強度を出しやすい継手です。引張・曲げの主荷重が継手を貫通する設計(圧力容器・配管・主構造材)では第一選択になります。ただし、開先加工・裏当て・残留応力対策など、付随する作業量が多くなります。コストと施工時間を含めて比較する必要があります。
隅肉は開先加工が不要で、施工が早く、量産でも管理しやすい継手です。フレーム・ブラケット・補強リブなど、強度が母材断面の一部で足りる箇所で広く使われます。設計者は喉厚(のどあつ)と脚長(きゃくちょう)で寸法を指定します。隅肉断面は直角二等辺三角形で近似され、脚長 s に対して喉厚 a は次の関係です。
a = 0.7 × s (脚長から喉厚を算出)
この 0.7 倍が、後段の応力計算で出てくる基本係数になります。
T継手は溶接箇所が片側か両側かで強度と歪みが大きく変わります。両側溶接は強度が出ますが、熱歪みを対称配置で打ち消す設計が必要です。片側溶接は施工が早い反面、角変形を起こしやすい継手です。重ね継手は薄板に向き、強度より気密・位置決めを目的にすることが多くなります。
継手形式が決まったら、次は荷重方向を整理します。同じ継手でも、荷重方向によって評価式と注意点が変わります。
突合せ継手の引張は、母材と同等で評価できます。隅肉継手の引張は喉厚断面で受け、次式で評価します。
σ = F / (a × L)
a = 0.7 × s
σ は引張応力、F は引張荷重、a は喉厚、L は有効溶接長さ、s は脚長です。脚長 s をそのまま使わず、0.7 を掛けた喉厚で評価する点が肝心です。脚長で評価すると、強度を過大に見積もる結果になります。
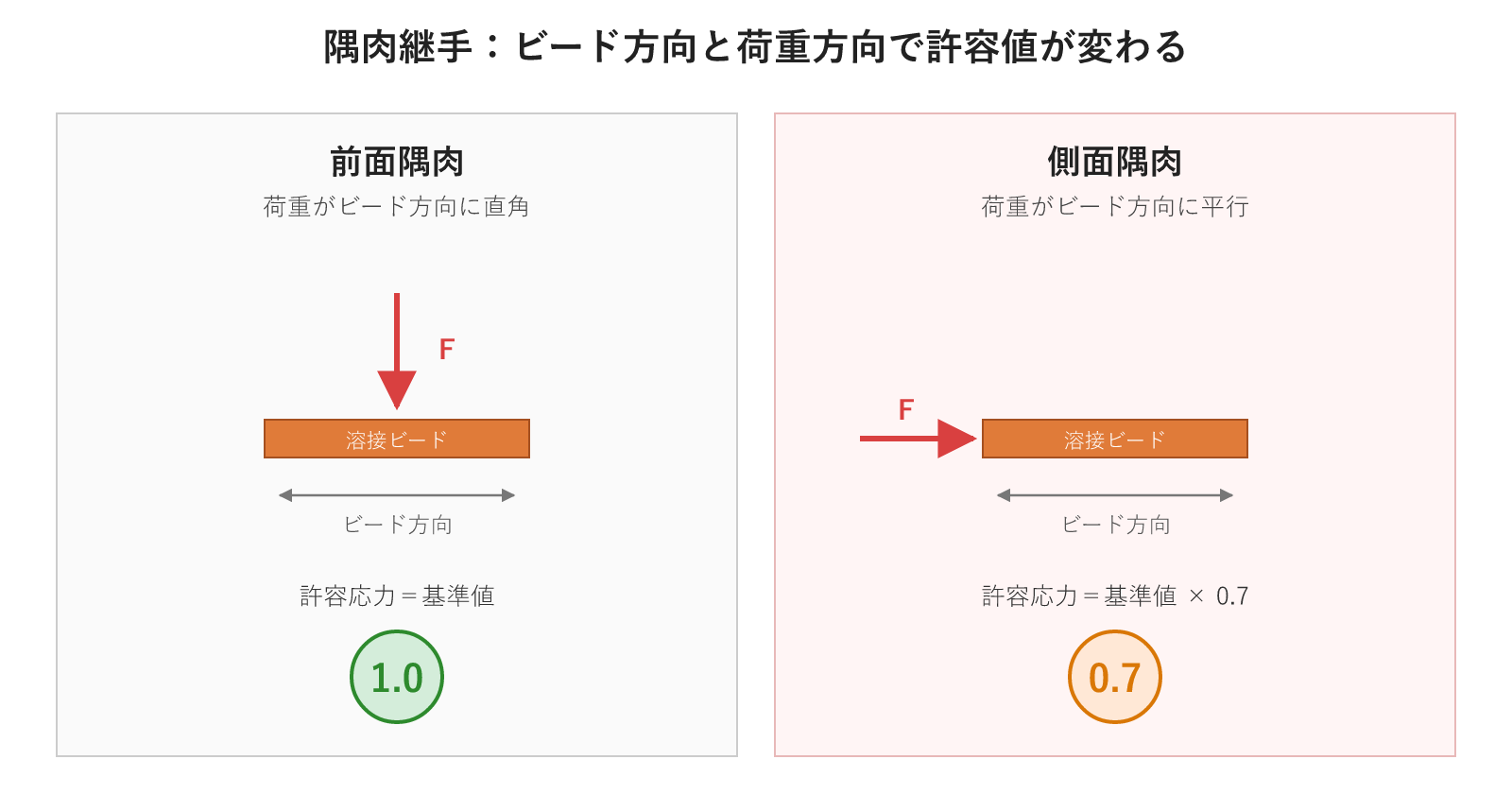
隅肉継手のせん断は、ビード方向と荷重方向の関係で2種類に分けて評価します。
許容応力で評価する場合、側面隅肉の許容値は前面隅肉の約 0.7 倍を目安にします。実務では両者が混在することが多く、混在時はそれぞれの寄与を分けて足し合わせます。
曲げ荷重はビードの断面係数 Z で評価します。隅肉の Z は脚長と長さから求めますが、ビードを「線」として扱う線荷重法を使うと簡便です。
M_allow = σ_allow × Z (許容曲げモーメント)
設計初期は線荷重法で当たりをつけ、詳細設計でビード断面を確定させる進め方が現実的です。曲げが主荷重の場合、ビード長さを単純に伸ばすよりも、断面係数を上げる配置(離して配置・両側配置)の方が効果が出ます。
溶接は局所加熱が前提で、冷却過程で必ず収縮します。この収縮が熱歪みと残留応力を生みます。
溶接金属は冷却で収縮し、3つの方向に変形を出します。
横収縮は突合せ・隅肉ともに発生し、板厚が薄いほど目立ちます。角変形はT継手・隅肉で特に大きく、板を直角に保ちたい設計では事前対策が要ります。
熱歪みの基本対策は対称配置です。両側溶接、対角線順序、間欠溶接など、収縮力を打ち消す施工計画を製造側と共有します。設計図面に「両側溶接」と明記しておくと、片側だけ施工される事故を防げます。「両側」「対称順序」など、施工側に伝えたい意図は記号と注記で明示します。
冷却後も内部には残留応力が残ります。これは見た目の歪みが収まっても消えません。疲労強度を厳しく見たい部位では、応力除去焼鈍(SR処理)や、ピーニング処理を仕様書に追加します。疲労評価そのものは、別途【溶接継手の疲労強度を決める二つの要因】で扱っています。入門編の段階では「残留応力は必ず残る」「疲労評価では別軸で見る」の2点を押さえておけば十分です。
設計者が方法を決めるわけではありませんが、概要を把握しておくと製造側との会話がスムーズになります。代表的な方法と適用範囲を整理します。
| 方法 | 主用途 | 板厚目安 | 熱影響 |
|---|---|---|---|
| TIG(GTAW) | 薄板ステンレス・アルミ | 0.5〜6 mm | 小さい |
| MAG(GMAW・炭酸ガス) | 鉄系の量産 | 3〜25 mm | 中 |
| MIG(GMAW・不活性ガス) | 非鉄金属 | 1〜10 mm | 中 |
| サブマージアーク | 厚板の長尺溶接 | 6 mm以上 | 大 |
| 抵抗スポット | 薄板の重ね接合 | 0.5〜3 mm | 小(点) |
| レーザー | 精密・低熱影響 | 0.1〜10 mm | 極小 |
板厚と材質で適合範囲がほぼ決まります。設計者は「この板厚で、この材質で、製造側が選びうる方法」を把握しておけば十分です。逆に、特定の方法を前提に設計を進めると、製造側で適合する方法が無く、後工程で詰まる原因になります。
入門編で押さえるポイントは次のとおりです。