材料の溶接性と設計指示、SUS304の落とし穴と非破壊検査
ichimatsu
How to 機械設計

溶接構造の歪みは、現場の腕では消せない。設計段階で熱の入れ方と継手の配置を決めた瞬間に、歪みの大半が決まる。現場ができるのは、決められた範囲内で順序と治具を工夫することだけ。
本稿は、入門編で継手側を決めた設計者が、次に押さえるべき3つの実務領域をまとめる。熱歪みの抑え方、すみ肉強度の計算、溶接記号の正しい書き方。
入門編 を前提にする。
溶接の歪みは「加熱で膨張、冷却で収縮」と説明される。しかし実際は、もっと一段深い現象だ。
要点は 3 の圧縮塑性変形だ。ここで母材寸法が一度小さくなっているため、冷却後は「元より小さい」状態に戻る。「冷えて縮む」だけなら膨張前のサイズに戻るはずなのに、戻らないのはこのため。
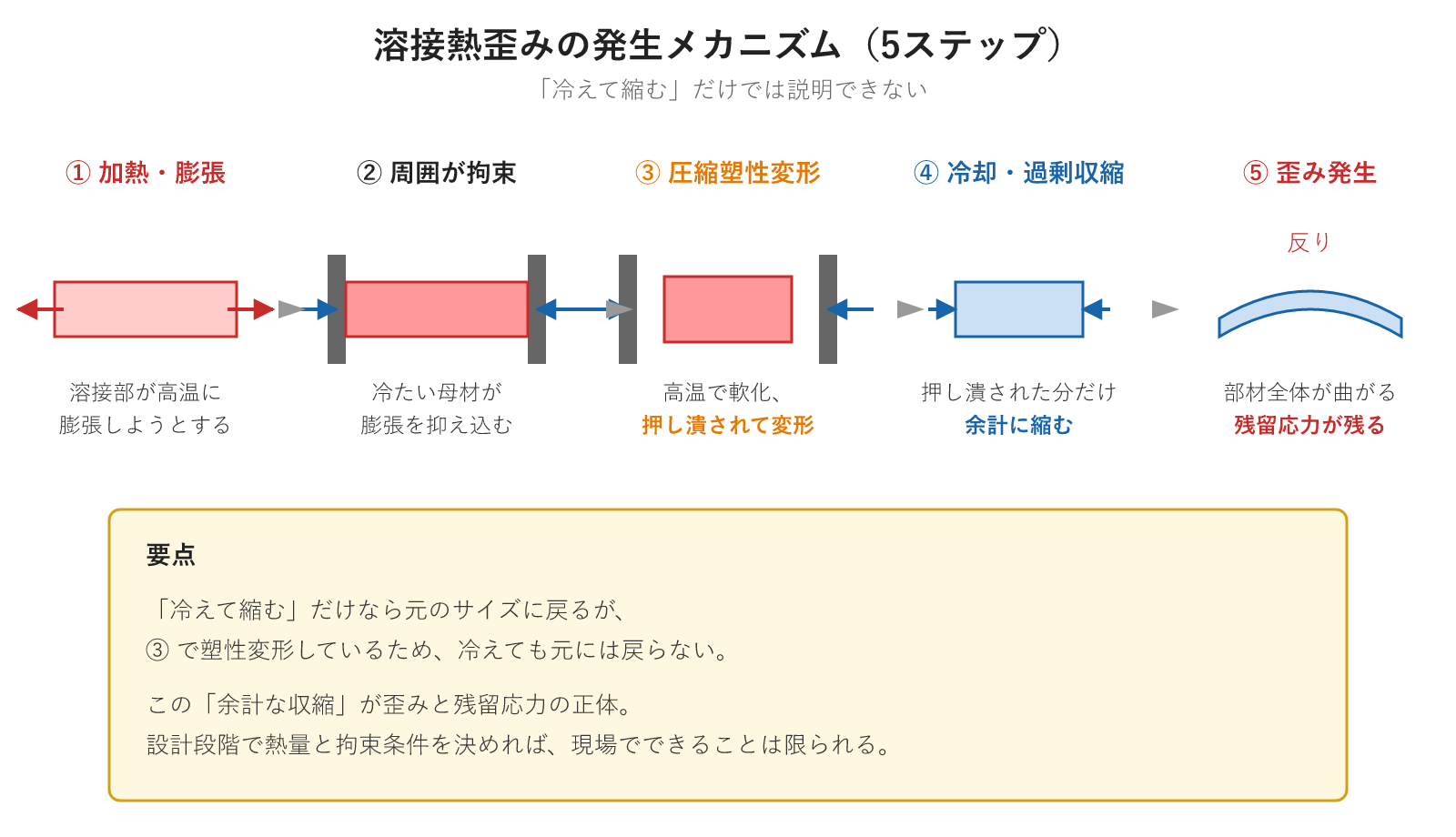
メカニズムが分かれば、対策は決まる。
原則1:溶接量を最小にする 歪み量は溶融金属の体積に概ね比例する。脚長を「念のため大きく」は禁句。計算で必要最小限を出す。
原則2:対称に配置する 中心線に対して左右・上下対称に溶接箇所を配置すれば、収縮力が打ち消し合う。非対称配置で歪みが想定の数倍出る事例は多い。
原則3:溶接順序を図面で指示する 熱を一点に集中させない。飛び石溶接、対称交互溶接など順序を指定する。これは図面の「注記」欄に書く。現場任せにすると順序が安定しない。
原則4:治具で拘束する(ただし残留応力に注意) 強固な治具で物理拘束すれば見かけの歪みは減る。だが内部残留応力が増える。疲労破壊や歪みの遅れ発生(時効歪み)の温床になるため、製品の使用環境で許容できるか判断する。
T継手・L継手で最頻出するすみ肉溶接。強度設計の基準量は2つ。
両者の関係。
a = 0.707 × S (厳密値)
a ≈ 0.7 × S (実務近似)
のど断面がせん断に耐えるとして、許容荷重 P は次式。
P = τa × a × L
τa : 材料の許容せん断応力
a : のど厚
L : 溶接長さ
設計上の落とし穴:脚長 S を 1mm 増やすと、溶接金属体積はおよそ 2 乗で増える(S² に比例)。S=6 → S=8 で 78% 増、S=10 で 178% 増。コストも歪みも倍々で膨らむ。「念のため大きく」は3重の損失(材料・加工時間・歪み)。
溶接で μ オーダーの寸法精度は出ない。歪みと残留応力で必ず動く。
ベアリング穴、モーター取付面、シール面など、寸法精度が要求される箇所は 「溶接後に機械加工で仕上げる」前提で図面を作る。
設計者が図面に盛り込む情報。
「全面機械加工」と書けば済むわけではない。どこを基準に、どの順で削るかまで設計の責任範囲だ。
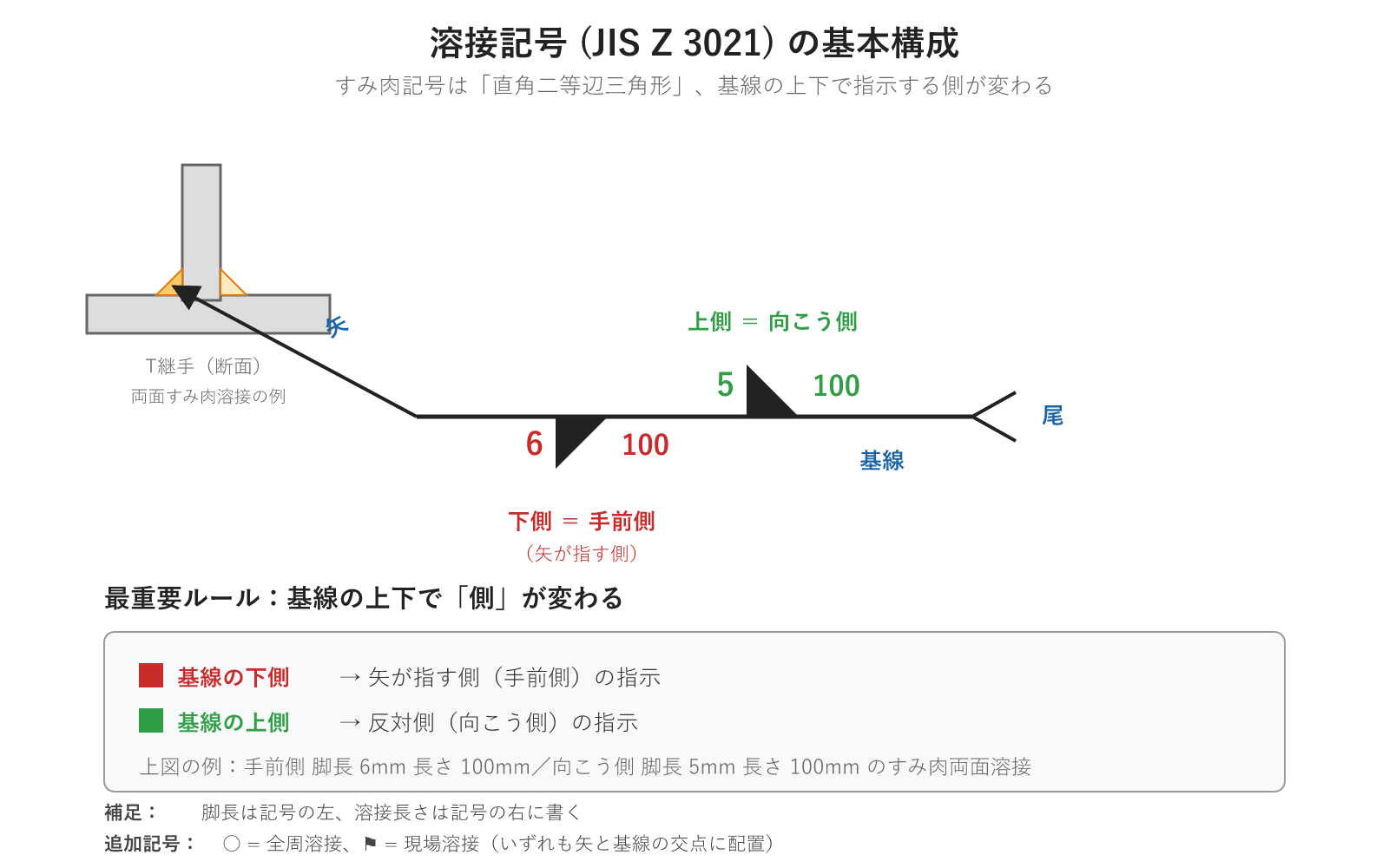
設計意図を現場に伝える共通言語。書き方を間違えると、反対側に溶接される。
基本構成
最重要ルール
矢が指す側(手前側)の指示は基線の下側、反対側(向こう側)の指示は基線の上側に書く。これが図面記号で最も誤読が多い部分。
すみ肉溶接の指示例
便利な追加記号
溶接記号は単なる略図ではない。図面の他の寸法と同じく、契約レベルの仕様だ。コストと品質を直接左右する。
設計段階で押さえるべきこと。
「現場が頑張れば歪みは減る」と思っているうちは、設計の責任を製造に押し付けている。図面で 80% は決まっている。