疲労破壊の原理原則、機械設計者が押さえる「3つの条件」と繰り返し回数
ichimatsu
How to 機械設計

機械部品の疲労設計で、こんな評価をしていないでしょうか。
「FEM解析で求めた応力振幅が、材料のS-N曲線の疲労限度以下だった。だから破壊しない。」
この評価ロジックは部分的には正しいのですが、そのまま設計OKの根拠にするには、いくつかの重要な前提が抜け落ちていることが多いのです。
筆者が関わったある破損事例では、FEM解析による応力振幅は疲労限度の約70%でした。「余裕がある」と判断されていたにもかかわらず、実機では予想より早く疲労破壊が発生しました。原因のひとつは、平均応力の影響を評価していなかったことです。
この記事では、S-N曲線の基礎と実践的な使い方、そして設計現場で見落とされやすい要因を解説します。
本記事はCAE解析の境界条件や、ひずみゲージ実測と組み合わせると、より深く理解できます。
S-N曲線(Stress-Number curve、Wöhler曲線とも呼ばれる)とは、材料の疲労特性を表すグラフです。
試験片を一定の応力振幅で繰り返し負荷し、破断した繰り返し数をプロットして作成します。
S-N曲線上には大きく2つの領域があります。
| 領域 | 繰り返し数の目安 | 特徴 |
|---|---|---|
| 低サイクル疲労 | 〜10³〜10⁴回 | 降伏応力に近い高応力。塑性変形を伴う |
| 高サイクル疲労 | 10⁵〜10⁷回以上 | 弾性変形域での繰り返し。機械部品の主戦場 |
鉄鋼材料のS-N曲線は、10⁶〜10⁷回付近でほぼ水平になります。この水平な応力レベルを疲労限度(σ_w)と呼び、「これ以下の応力振幅では理論上、無限回繰り返しても破壊しない」とされます。
ただし、アルミニウム合金などの非鉄金属には明確な疲労限度が存在しないことが多く、「S-N曲線の傾きが緩やかになるだけ」の場合があります。アルミ部品の疲労評価では、規定繰り返し数(例:10⁷回)での応力値を「疲労強度」として使う必要があります。
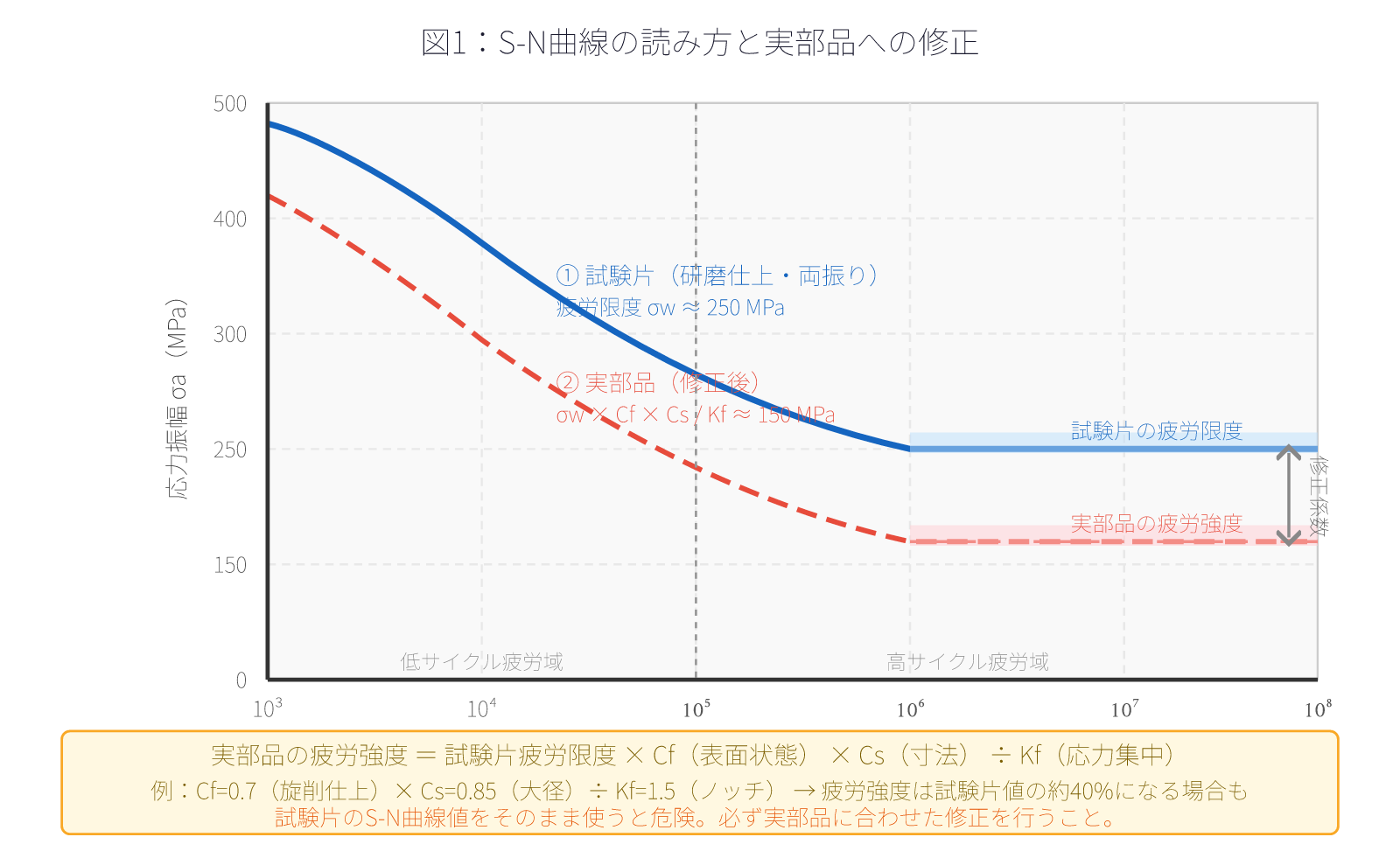
教科書のS-N曲線(試験片データ)と、実際の機械部品の疲労強度には乖離があります。以下の修正係数を乗じて、実部品の疲労強度を推定します。
σ_w(実部品)= σ_w(試験片) × Cf × Cs × Cm × ...
Cf: 表面状態係数(仕上げ面粗さによる低下)
Cs: 寸法係数(大型部品ほど低下)
Cm: 機械加工係数(残留応力の影響)
| 修正係数 | 内容 | 典型的な値の範囲 |
|---|---|---|
| 表面状態係数 Cf | 研磨仕上 → 旋削仕上 → 鍛造肌など | 0.5 〜 1.0 |
| 寸法係数 Cs | 大径ほど低下(体積効果) | 0.6 〜 1.0 |
| 応力集中係数 Kf | ノッチ・段差・キー溝など | 1.0 〜 3.0(逆数として乗じる) |
実部品の疲労強度は、試験片の疲労限度の半分以下になることも珍しくありません。 S-N曲線の値をそのまま使うのは危険です。
S-N曲線の標準試験は、平均応力ゼロ(完全両振り、応力比R = −1) の条件で行われます。
しかし実際の機械部品には、ほぼ必ず平均応力が存在します。
平均応力が引張方向にあるとき、同じ応力振幅でも疲労寿命は短くなります。 逆に圧縮の平均応力があれば、疲労寿命は延びます(ショットピーニングが有効な理由です)。
平均応力の影響を定量的に評価するための図が、修正グッドマン線図です。
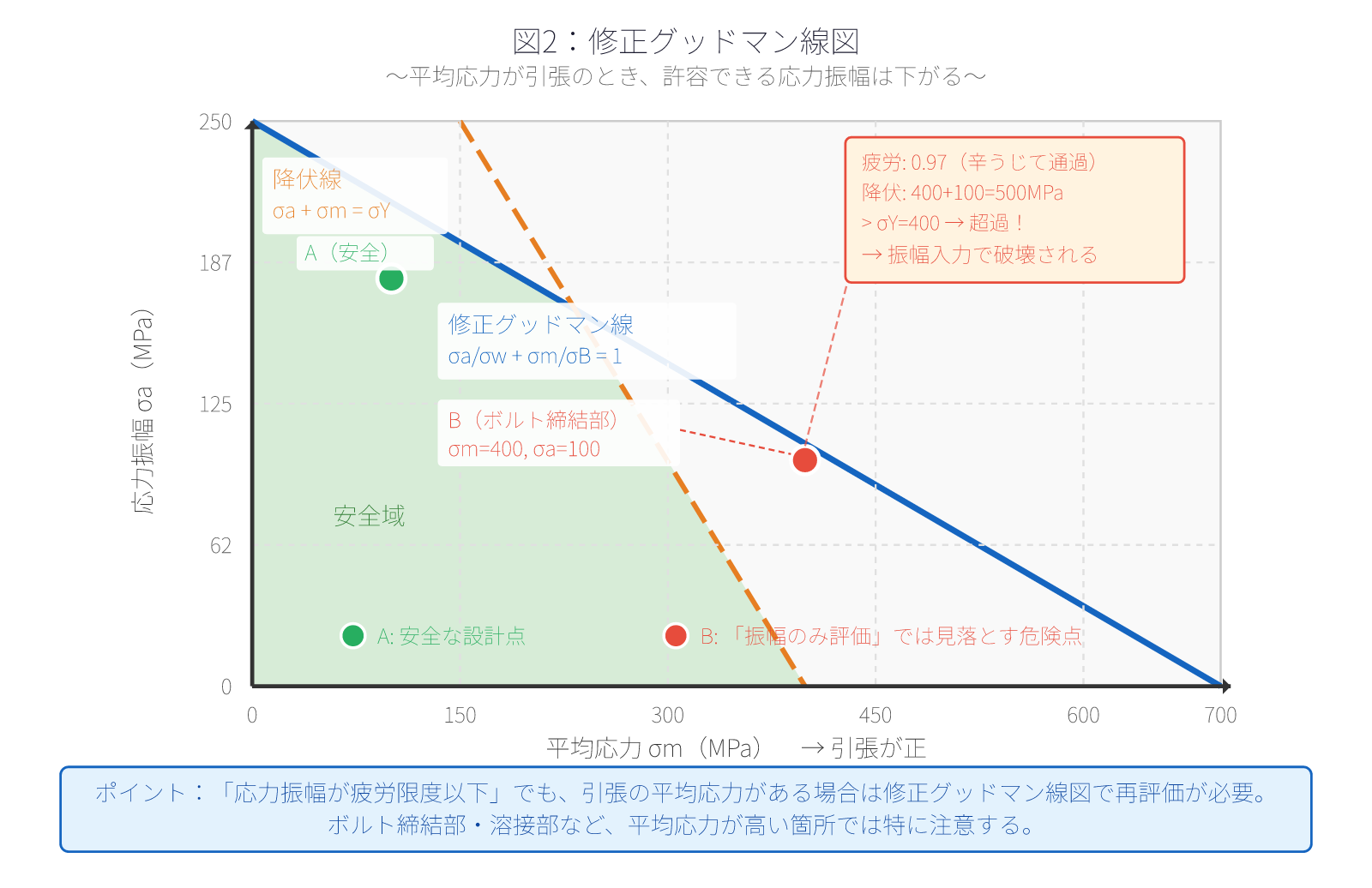
修正グッドマン線の式:
σa / σw + σm / σB = 1
σa: 応力振幅(変動成分の半値)[MPa]
σm: 平均応力(変動の中心値)[MPa]
σw: 両振り疲労限度(修正済み)[MPa]
σB: 引張強さ [MPa]
ボルト締結体の場合:
「両振り疲労限度(修正後)= 250MPa なので、100MPa < 250MPa → OK」という判断は誤りです。
グッドマン線図で評価すると:
100/250 + 400/700 = 0.40 + 0.57 = 0.97
グッドマン値は 0.97 で、疲労線はかろうじて下回っています。しかしこれだけでは不十分です。降伏線の確認が不可欠です:
ピーク応力 = σm + σa = 400 + 100 = 500MPa > σY = 400MPa → 降伏線を超過
これは「締め付けただけでは静的に壊れないが、繰り返し荷重(振幅)が入力されるたびに降伏が発生する」領域です。降伏が繰り返されると塑性ひずみが蓄積し(ラチェッティング)、疲労破断に至ります。
「応力振幅が疲労限度以下だからOK」はもちろん誤りですが、「グッドマン値 < 1.0 だから安全」もまた不十分な判断でした。図の B 点はグッドマン線の内側にありながら降伏線の外側にあります——振幅が入力されれば破壊される設計点です。
S-N曲線や修正グッドマン線図による解析的評価は重要ですが、それだけでは限界があります。
FEM解析で得られる応力は「入力した荷重に対する応答」にすぎません。実機で発生する応力には、解析に含まれていない荷重成分が存在することがあります。
疲労設計の最も確実なアプローチは:
特に新規構造・新規材料・過去に類似実績のない部品では、実測による検証を省略しないことを強く推奨します。
「疲労破壊は、応力が発生している箇所に応力集中源が存在し、繰り返し荷重が作用することで発生する」——この原則に立ち返ります。
① 破面の観察
疲労破面には特有のパターン(ビーチマーク、ラチェットマーク)が現れます。破面観察によって、き裂の起点・進展方向・最終破断域を特定できます。
② き裂起点の応力集中源の確認
き裂はほぼ必ず応力集中源から発生します。ノッチ・キー溝・圧入境界・溶接止端・機械加工傷などを確認します。
③ 荷重の再評価
「このき裂起点に変動応力を発生させた荷重は何か?」を逆算します。解析で評価していなかった荷重成分がないかを検討します。
S-N曲線は疲労設計の「語彙」にすぎません。その語彙を使いこなして正しい「文章(設計判断)」を作れるかどうかが、設計者の力量です。
計算結果が安全側であっても、現物で破壊が起きたなら、現物が正しいのです。原理原則に立ち返り、何が見落とされていたかを考え抜く姿勢が、次の設計をより確かなものにします。
S-N曲線を出発点に、平均応力補正・切欠き効果・実部品寸法効果まで疲労設計の判断軸を体系的に押さえたい方には、以下の便覧が1冊目として最適です。設計現場で「この係数どう取る?」となったときのリファレンスとしても使えます。