ボルト軸力管理:弾性域角度法と塑性域角度法
ichimatsu
How to 機械設計

ボルトを 50N·m で締めた。トルクレンチが「カチッ」と鳴った。設計値通りの締結ができた——と思ったら、量産で緩む。耐久試験で軸力が下がる。
原因はトルクと軸力を同じものとして扱ったことにある。締結の主役は軸力で、トルクはそれを発生させる手段にすぎない。本稿はその区別と、ボルトが回転しないのに軸力が下がる「非回転緩み」を整理する。
ボルトのねじは、らせん状の坂道だ。締め付け回転の力は、その一部がねじ面と座面の摩擦で消費され、残りがボルトを軸方向に引き伸ばす力になる。
伸びたボルトは元に戻ろうとする。この反力(戻ろうとする力)が、被締結物を押さえつける軸力の正体だ。ボルトは「挟む金具」ではなく、「強いバネ」として働いている。
伸び量はわずか数十〜数百 μm。肉眼では見えない。だがボルトのバネ定数 k が極めて大きいため、わずかな伸びでも巨大な軸力が出る。
F = k × x
F : 軸力(被締結物を押さえる力)
k : ボルトのバネ定数(非常に大きい)
x : ボルトの伸び量(数十〜数百 μm)
締め付けトルク T と軸力 F の関係式は次の通り。
T = k × d × F
T : 締め付けトルク [N·m]
k : トルク係数(一般に 0.15 〜 0.20)
d : ねじの呼び径 [m]
F : 軸力 [N]
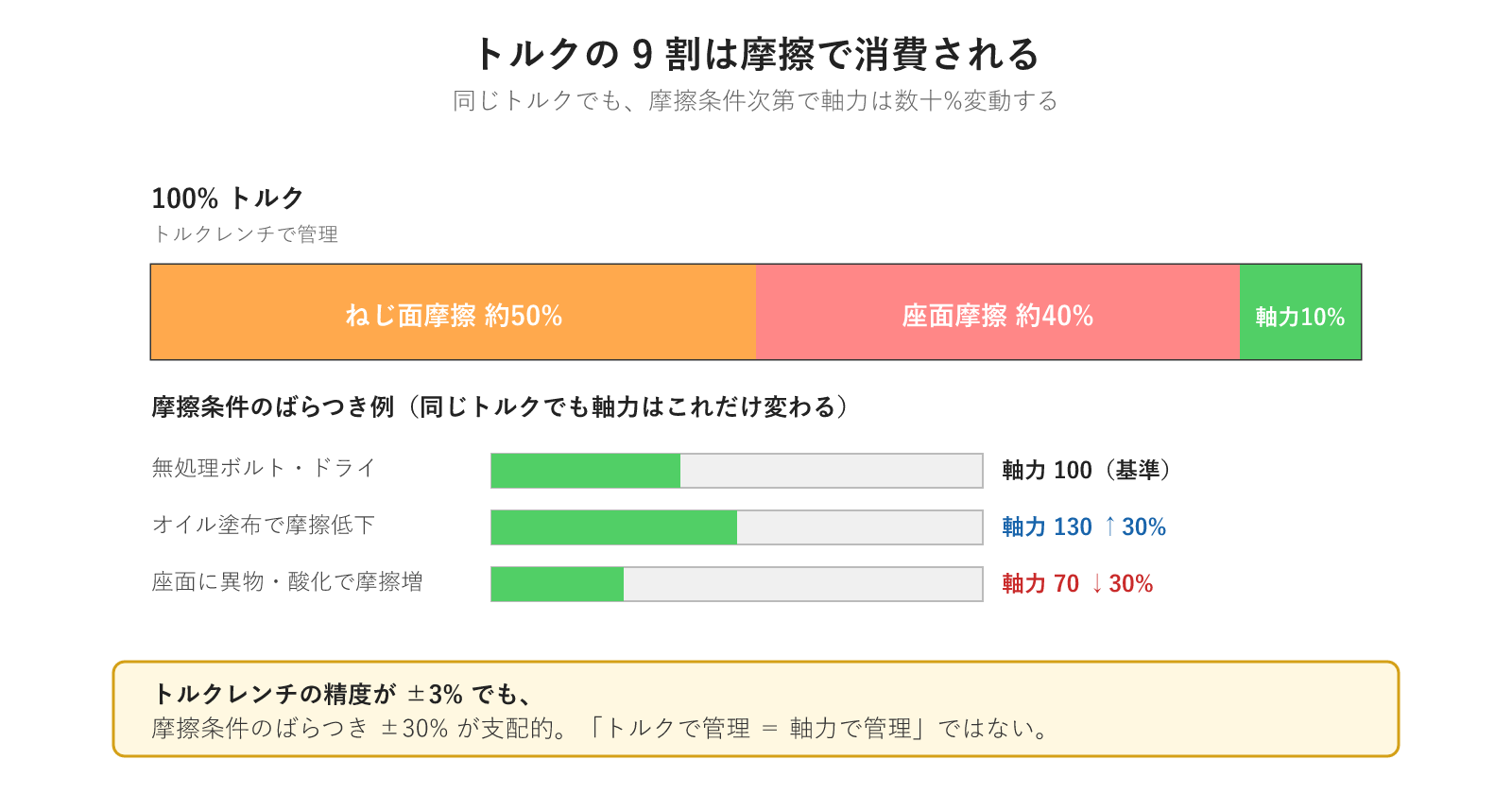
ここで重要なのは、かけたトルクのうち軸力に変換されるのはおよそ 10% だけということ。残りの約 90% はねじ面と座面の摩擦に消費されている。
そして、その摩擦係数は条件次第で大きく変わる。
つまり、同じトルクで締めても、摩擦条件が変われば軸力は数十パーセント変動する。トルクレンチの精度が ±3% でも、摩擦条件のばらつきが ±30% あれば、出てくる軸力のばらつきは ±30% に支配される。
一松メモ:摩擦係数は値そのものより個体差によるばらつきが問題になる。同じロットのボルト・同じ作業者でも、表面状態が違えば軸力は変わる。「トルクレンチで管理しているから安心」は半分しか正しくない。軸力で押さえたいなら、弾性域角度法・塑性域角度法 のような直接管理を検討する。
「ボルトが緩む」と聞くと、多くの人はナットが逆回転する場面を思い浮かべる。これは回転緩みで、振動環境で起こる。
だが現場で本当に厄介なのは、ボルトが回転していないのに軸力が下がる現象=非回転緩みだ。耐久試験のトルクチェックで「締め付けトルクは規定値内なのに軸力が下がっている」と分かったとき、犯人はだいたいこちら。
非回転緩みは 3 つのメカニズムで発生する。
ボルト・ナットの座面が、繰り返し荷重や微振動で塑性変形・摩耗する。座面が沈むと、その分だけボルトの伸び x が戻る。F = kx でわかる通り、x が減れば軸力は直接的に減る。
特に被締結物がアルミなど軟らかい材料の場合に顕著。フランジ面の硬度差が大きい組み合わせは要警戒。
ボルトと被締結物の材質が違うと、温度変化で伸び縮みに差が出る。線膨張係数が違うアルミと鋼の組み合わせは典型例。
冷却サイクルで被締結物が縮めばボルトの伸びが減って軸力低下、加熱で逆に過大軸力 → 降伏。エンジン部品のように温度サイクルがかかる箇所は、熱膨張差を計算に入れる。
設計想定を超える外力がかかり、ボルトが弾性域を超えて伸びきる。降伏点を超えると外力を抜いても元の長さに戻らない。残った伸び量が小さいので、軸力も下がる。
ボルト軸力管理:弾性域角度法と塑性域角度法 で書いた通り、塑性域での管理を意図的に使う場合もあるが、想定外の塑性は事故。
一松メモ:耐久試験で軸力低下が出たとき、上記 3 つが複数同時に起きているケースは多い。座面が沈み、温度差で軸力が変動し、その結果ボルトが部分塑性しているような複合事象だ。大事なのは現物をよく見ること。仮定 → 否定 を繰り返して、論理的に成立する原因に絞り込む。
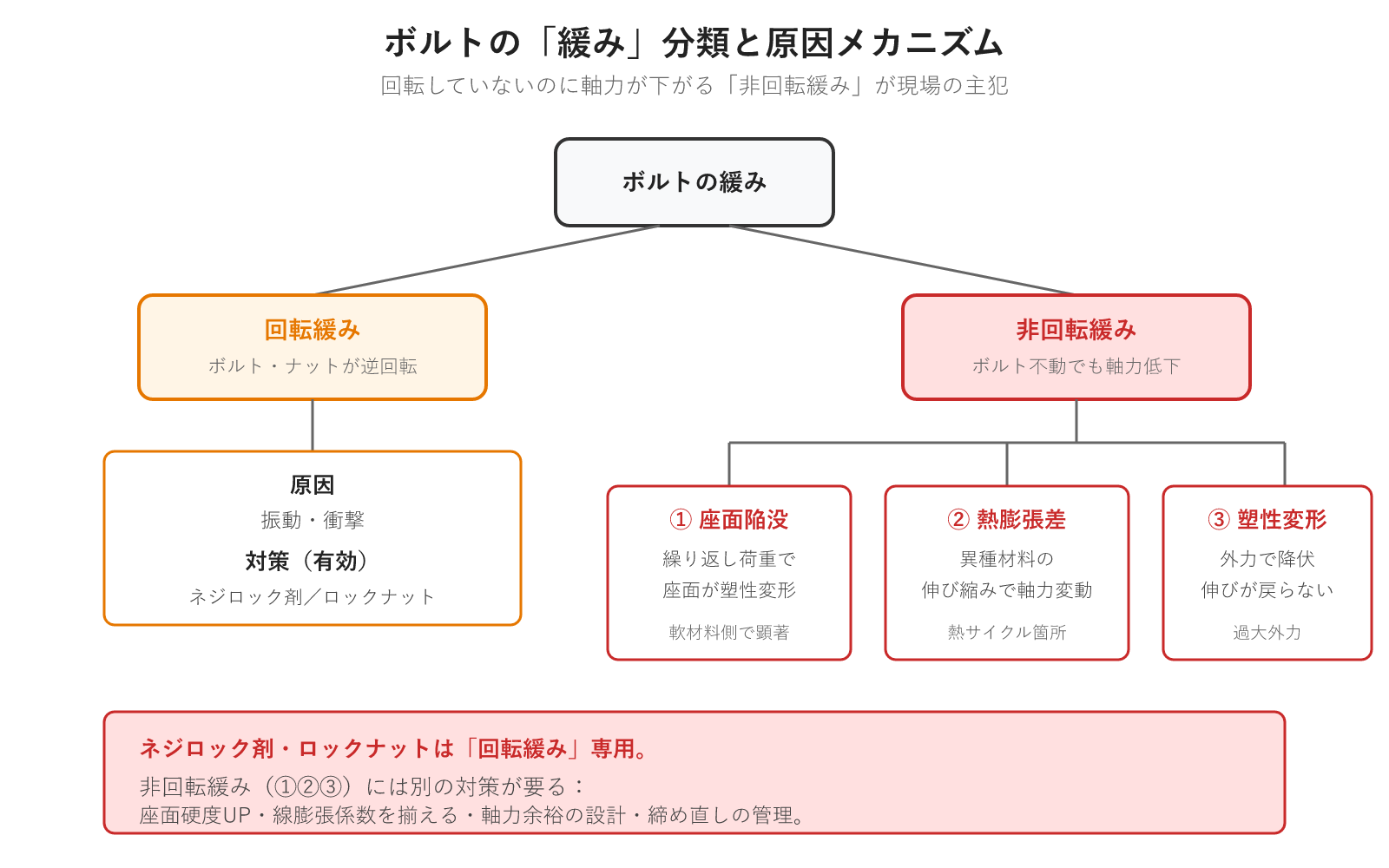
ネジロック剤(嫌気性接着剤)、ロックナット、ハードロックナット。これらは回転緩み防止の対策であって、非回転緩みの対策ではない。
| 対策 | 回転緩み | 非回転緩み |
|---|---|---|
| ネジロック剤 | ◎ | × |
| ハードロックナット | ◎ | × |
| 座面の硬度を上げる(ワッシャ) | △ | ◎(①対策) |
| ボルト・被締結物の線膨張係数を揃える | × | ◎(②対策) |
| 軸力余裕を持たせる(締め付け点を変える) | × | ◎(③対策) |
「緩み止めしてあるから大丈夫」は、回転していない緩みには通用しない。何が原因で軸力が下がっているかを切り分けてから対策を選ぶ。
Oリングやガスケットで流体・気体を封止する締結(面シール)では、軸力が下がるとシール圧が抜けて漏れる。「ボルトが脱落しなければOK」では設計が成立しない。
特に注意が必要なのは、シール部材が被締結物の剛性に組み込まれているケースだ。ガスケットがへたって厚みが減ると、その分ボルトの伸びが減り、軸力が直接低下する。
一松メモ:面シールと締結は相性が良い組み合わせであり、同時に相性の悪い組み合わせでもある。シール構成品の剛性とへたりを設計時に織り込まないと、量産後数千時間で漏れ始める設計になる。「構造体がどう使われるか」を想定してボルト本数・サイズ・締め付け点を決めるところが設計の醍醐味だ。
トルクで管理して終わり、ではない。何 N の軸力を、どの精度で、どれだけの期間維持するかまで決めて初めて、ボルト締結の設計が完了する。
Q. トルクと軸力は同じものですか?
いいえ。トルクはボルトを回転させる力(モーメント)、軸力はボルトの軸方向に発生する引張力。トルクは軸力を発生させる手段で、締結品質を決めるのは軸力。
Q. トルクレンチで管理すれば軸力は正確に出せますか?
出せない。かけたトルクの約 9 割は摩擦に消費され、表面状態や潤滑条件で軸力は大きく変動する。高精度な軸力管理が必要なら弾性域角度法・塑性域角度法 を検討する。
Q. ボルトの緩みはすべて「回転」で起きますか?
いいえ。ボルトが回らずに軸力が下がる「非回転緩み」も存在する。座面陥没・熱膨張差・塑性変形の 3 メカニズム。耐久試験でトルク低下が出るときはまずこれを疑う。
Q. 緩み止めナットやネジロック剤を使えば緩みは防げますか?
回転緩みは防げる。非回転緩みには直接効果がない場合が多い。原因のメカニズム別に対策を選ぶ。
ボルト締結の軸力管理・トルク係数・緩みのメカニズムまで体系的に押さえたい方には、以下の入門書が最初の1冊として最適です。図解中心で、現場で「あれ、どうだっけ?」となったときのリファレンスにも使えます。