2D CADと3D CADの使い分け、設計者に求められる判断
ichimatsu
How to 機械設計

海外サプライヤーから初回ロットが届いた。寸法も外観も合格。社内の認定試験もパスした。ここから量産フェーズへ——。
そのまま量産を立ち上がり後放置していないでしょうか。
海外サプライヤーの品質トラブルで本当に厄介なのは、立ち上がり直後の不具合ではありません。半年ほど経って、ふと不良率が上がり始める「じわじわ型の劣化」です。検査値の平均が少しずれ、ばらつきの幅が広がり、気づいたときには市場クレームが先に来ている——という展開になりやすい。
筆者の経験でも、ASEAN工場で量産開始から5〜6ヶ月経った頃に、それまで見えなかった不良モードが出てきた案件があります。後追いで原因を辿ると、初回認定時の工程からじわじわとズレが積み上がっていました。
この記事では、海外サプライヤーの量産後に起こる長期品質劣化の三つの要因と、選定段階で見ておくべき非スペック項目を整理します。E2記事(量産軸力ばらつき)が「量産開始時点のばらつき」を扱ったのに対し、こちらは「立ち上がり半年後」がテーマです。
初回ロットと半年後で何が変わるか。設計者の側から見ると、図面も仕様書も変わっていません。にもかかわらず品質が変わるのは、サプライヤー側の現場で次の三つが静かに進行しているからです。
初回認定時には、検査基準が文書で渡され、立会いも行われます。判定がグレーな部品は本社に問い合わせが飛ぶ。ここまでは想定どおりです。
問題はここから先です。同じグレーな部品が繰り返し発生すると、現場の判定が少しずつ甘い側へずれていくことがあります。「前回これでOKだったから、今回も大丈夫」という積み重ねが、半年経つと判定基準そのものの実質的な書き換えになってしまう。
文書は変わっていないため、書類監査では見つかりません。現場の判定実態を見に行かないと、ドリフトは可視化できない領域です。
サプライヤーが本社に申告する「主要部品」「主要工程」は、当然 PPAP(生産部品承認プロセス)や PCN(工程変更通知)の対象です。ここは管理が効きます。
危ないのは、主要工程に該当しないと判断された副資材です。
これらは「材料ではない」「機能には関係ない」とサプライヤー側が判断すると、変更通知が上がってこないことがあります。ところが、防錆油の銘柄が変われば残油成分が変わり、後工程の接着・塗装の密着性に効く。洗浄剤が変われば、表面処理前の清浄度が変わる。
設計図に載らない領域で静かに変更が積み上がり、半年後の不良として顕在化します。
立ち上がり期は、本社からの出向者や経験のある現地リーダーが現場に張りつきます。コツのいる工程は、その人の手で安定させてしまうことが多い。
量産が安定してくると、その人は次の立ち上がりに移ります。残された後任は、SOP(標準作業手順書)どおりに作業を進めますが、SOPに書ききれなかった暗黙知——「この材料は気温が下がった日は5秒長く待つ」「この治具は朝一だけ拭き直す」——は引き継がれません。
書類上は何も変わっていないのに、半年後にじわっと不良率が上がる。これも典型的なパターンです。
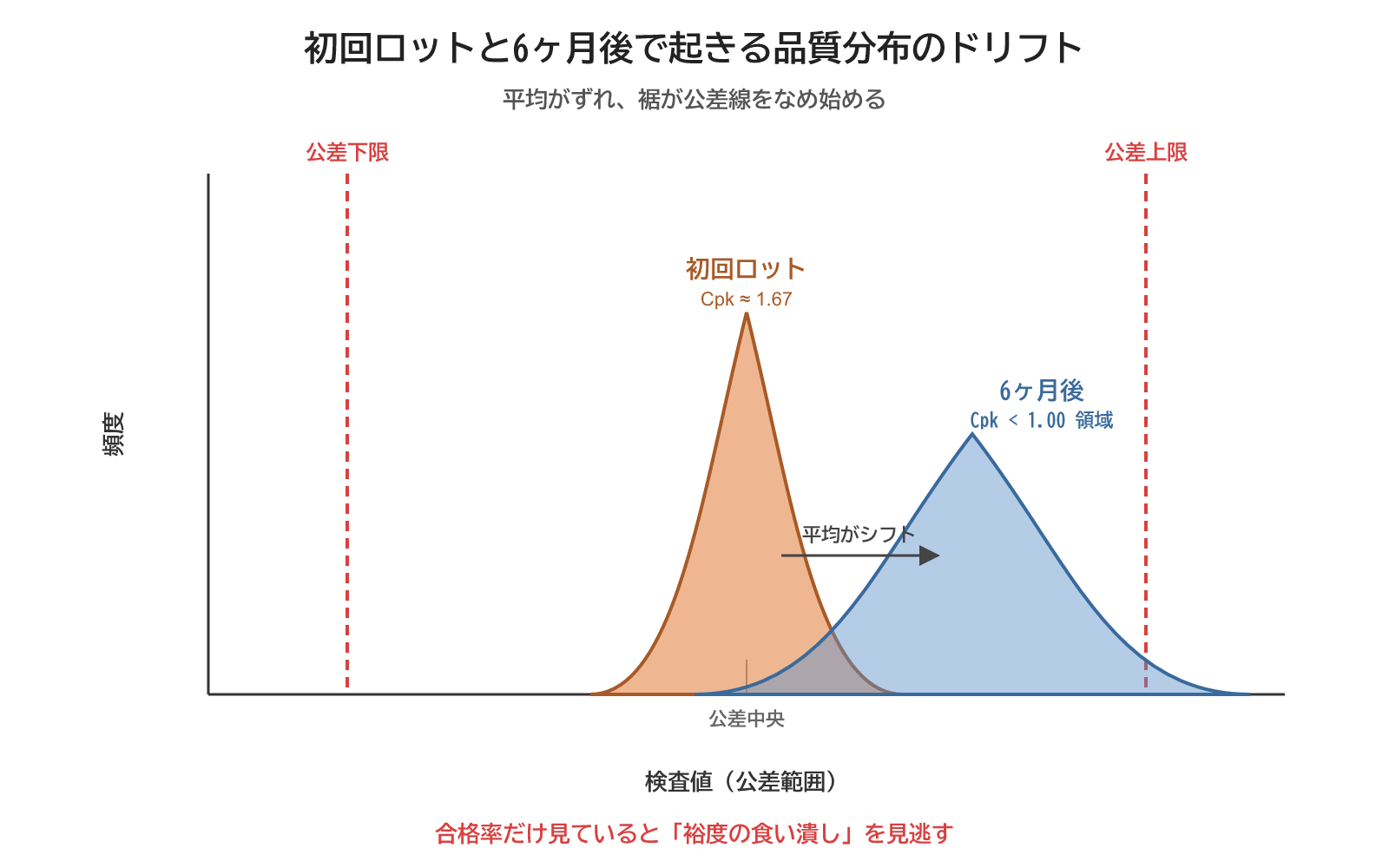
初回ロットの分布は、平均が公差中央に近く、ばらつきも狭い。立会いと初期流動管理が効いている状態です。
6ヶ月後の分布は、平均が公差片側に寄り、裾が広がります。多くの個体は依然として規格内に収まりますが、分布の裾が公差線をなめ始める。市場クレームは、ここで起きます。
Cpk の見え方
初回ロット : Cpk = 1.67 程度(裕度あり)
6ヶ月後 : Cpk = 1.00 を割り込む領域
工程能力指数の値が示しているのは「不良品の有無」ではなく「裕度の食い潰され方」です。書類上の合格率だけを見ていると、この食い潰しは見逃しやすい。
「海外サプライヤー」と一括りにすると、選定判断が粗くなります。少なくとも次の三タイプは分けて考えるべきです。
本社の品質システムが効くため、PCN や工程変更の運用は国内に近い水準で回ります。標準書も日本語または共通フォーマットで管理されることが多い。
一方で、現地材料・現地下請けの差は避けられません。同じ図面でも、現地で調達した素材や、現地サブサプライヤーが請ける二次加工で、見えない差が積み上がります。本社管理が効くのは「自社拠点内」までで、その外側はタイプCに近づきます。
商社が間に入るため、契約・品質要求の伝達は安定しやすい。トラブル時の窓口も明確です。
ただし、ローカルメーカー側の改善は契約範囲に依存します。商社が伝えていない要望は現場に届かない。改善提案の双方向性が薄くなりがちです。
価格メリットは大きい一方、契約外の動きはまず期待できません。「契約に書かれた範囲だけ」を厳格に守るメーカーが多く、立ち上がり後の改善提案や、副資材レベルの変更通知は、契約に明記しないと出てこない可能性があります。
国によって商習慣の差は大きいため、「現地ローカルメーカー」を一括りにすることもまた粗い議論です。ここでは「契約文化が前提となる相手」として、国内取引と同じ感覚で接すると齟齬が起きうる、という程度にとどめます。

タイプ別に、選定段階で重点的に見るべき項目は変わります。日系拠点には現地材料・下請けの監査を、商社経由には商社の品質要求伝達ルートを、ローカル直には契約条文の網羅性を、それぞれ厚めに見るのが現実的です。
価格・納期・初期品質は当然見ます。問題は、それ以外で長期劣化耐性を見抜く項目を持っているかどうかです。筆者が経験から重視している三つを挙げます。
PCN の制度があるかどうかではなく、実際に上がってきているかを見ます。
PCN が極端に少ないサプライヤーは、運用が形骸化している可能性があります。実態として「変更がない」のではなく、「通知の対象範囲が狭い」だけ、というケースが多い。
主要材料のロットトレーサビリティは、どの認定取得サプライヤーでも備えています。差が出るのは副資材です。
「あります」と口頭で言われたら、直近の変更履歴を一件出してもらうのが確実です。実物が出てこなければ運用されていません。
立ち上がり後3〜6ヶ月の間に、サプライヤー側から定期レビューが入る運用かを確認します。
「問題があれば連絡します」というスタンスのサプライヤーは、ドリフト型の劣化を捕まえにくい。問題がなくても定例で見る運用があるかどうかが分かれ目です。
設計者が海外サプライヤー選定に関わる場面では、つい初期品質と価格に意識が向きます。ただ、長期的に効いてくるのは初回ロットの精度ではなく、半年後の劣化をどう抑えるかの運用力です。
「初回が良かったから大丈夫」という言葉が出たときこそ、半年後の備えを問い直す合図です。