締結体にかかる外力の分担|「締結三角形」で読む軸力変動
ichimatsu
How to 機械設計

国内で試作品をつくり、強度試験も振動試験もパスした。図面どおりのボルトを使い、規定の締付けトルクで組み付けた。問題なし——だから、海外工場で量産展開しても同じ品質で出てくるはずだ。
そう思っていないでしょうか。
実は、ここに落とし穴があります。試作と量産で同じ強度区分・同じ呼び径・同じ締付けトルクを指定していても、出てくる締結軸力は揃いません。海外量産の現場では、「規定どおりに締めているのに、ある日突然トルクダウン(締結が緩む現象)が起きた」というトラブルが少なからず起きます。
現場でよく見られる例として、国内の試作品では何の問題もなかった締結部が、ASEAN工場での量産開始後にトルクダウンを起こしました。原因を追っていくと、ボルト規格そのものは満たしているのに、軸力が試作時の半分しか出ていない——という事実が見えてきました。
この記事では、規格内のボルトでも量産時に締結が緩んでしまう、二つの隠れたばらつきについて整理します。
ボルト締結における締付けトルク T と軸力 F の関係は、よく次の式で表されます。
T = K × d × F
T:締付けトルク [N·m]
K:トルク係数(無次元)
d:ボルトの呼び径 [m]
F:ボルト軸力 [N]
ここで重要なのは、実際にボルトを伸ばして軸力に変換されているのは、入力トルクのごく一部だということです。
| 入力トルクの内訳 | 比率の目安 |
|---|---|
| ねじ面の摩擦で消費 | 約 50% |
| 座面の摩擦で消費 | 約 40% |
| 軸力に変換 | 約 10% |
つまり、入力トルクの約 9 割は摩擦で熱に変わり、残り 1 割だけが軸力になります。この比率を支配するのがトルク係数 K です。一般的には K = 0.15〜0.25 の範囲ですが、表面状態のわずかな違いで簡単に上下します。
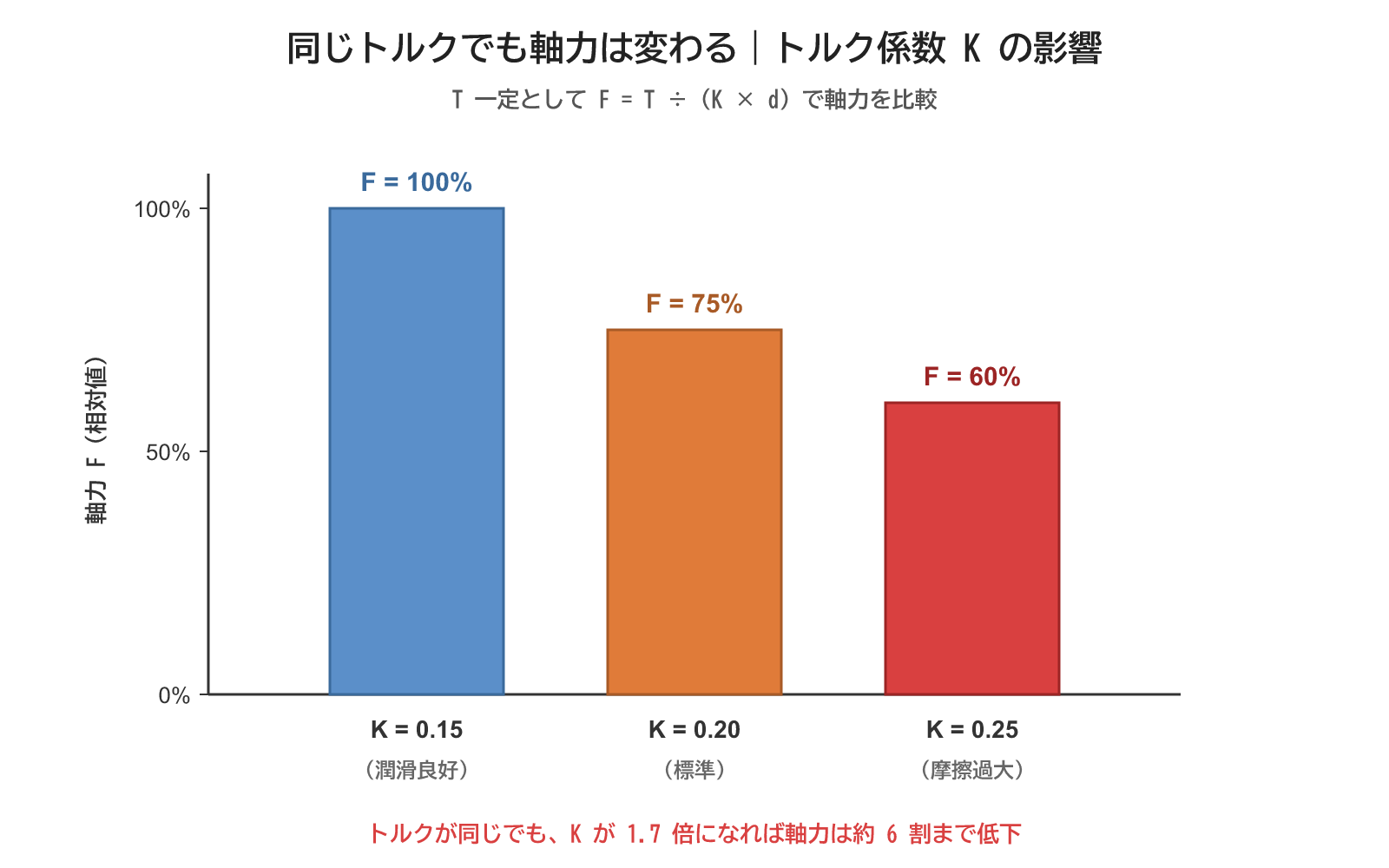
同じ T を入力しても、K が大きくなる(摩擦が大きい)ほど F は下がります。
F = T ÷ (K × d)
K が 0.15 から 0.25 へと約 1.7 倍に増えれば、軸力 F はおおよそ 6 割に低下します。設計者が「規定トルクで締めた」つもりでも、現場で出ている軸力は想定の半分近くまで下がりうる、ということです。
これがボルト軸力のばらつき要因の一つ目です。
トルク係数 K は、ねじ面と座面の摩擦係数で決まります。摩擦係数は次の要素で変動します。
国内メーカーのボルトと海外メーカーのボルトを比べると、ねじ面・座面の仕上がり精度に差が出ることがあります。同じ規格を満たしていても、実際に測ってみると K が 1.5 倍以上違うこともあります。
筆者の事例でも、国内試作品と海外量産品で同じトルクを入力したところ、軸力に倍近い差が出ていました。海外品の K が高く、規定トルクを入れても軸力が足りていなかったのです。
トルク管理だけでは、この差は検出できません。トルクレンチは「指定の T を入れた」ことしか保証しないからです。
ボルトの強度区分(4.6, 8.8, 10.9, 12.9 など)は、JISやISOの規格で最低保証値として定義されています。
強度区分 8.8 のボルト
引張強さ:800 N/mm² 以上
降伏点 :640 N/mm² 以上(= 800 × 0.8)
ここで注意したいのは、「以上」と書かれている点です。実際の製品は規格値を上回る分布で出てきますが、その分布の中心値や下限がメーカーによって違うのです。
| 製造元 | 規格 | 実力値の傾向 |
|---|---|---|
| 国内主要メーカー | 強度区分 8.8 | 規格値 +20〜30% の余裕で安定 |
| 海外低コスト品 | 強度区分 8.8 | 規格値ぎりぎりが下限近くに散らばる |
両者とも規格は満たしているので、検査では合格します。しかし設計者が「8.8 だから降伏点 640 N/mm² で計算しよう」と最低値ベースで強度設計していなかった場合、国内ボルトでは持っていた負荷が海外ボルトでは持たない、ということが起こります。
筆者の事例では、外力がかかる重要な締結部に強度区分の低いボルトを指定していました。国内試作では、実力値が規格より高かったために問題なく持っていたのです。海外量産で実力値が下限寄りのボルトに切り替わった瞬間、ボルトが伸びてトルクダウンが発生しました。
これは「規格を満たしていても安全とは限らない」というより、「規格の下限値で設計したか」を問う話です。
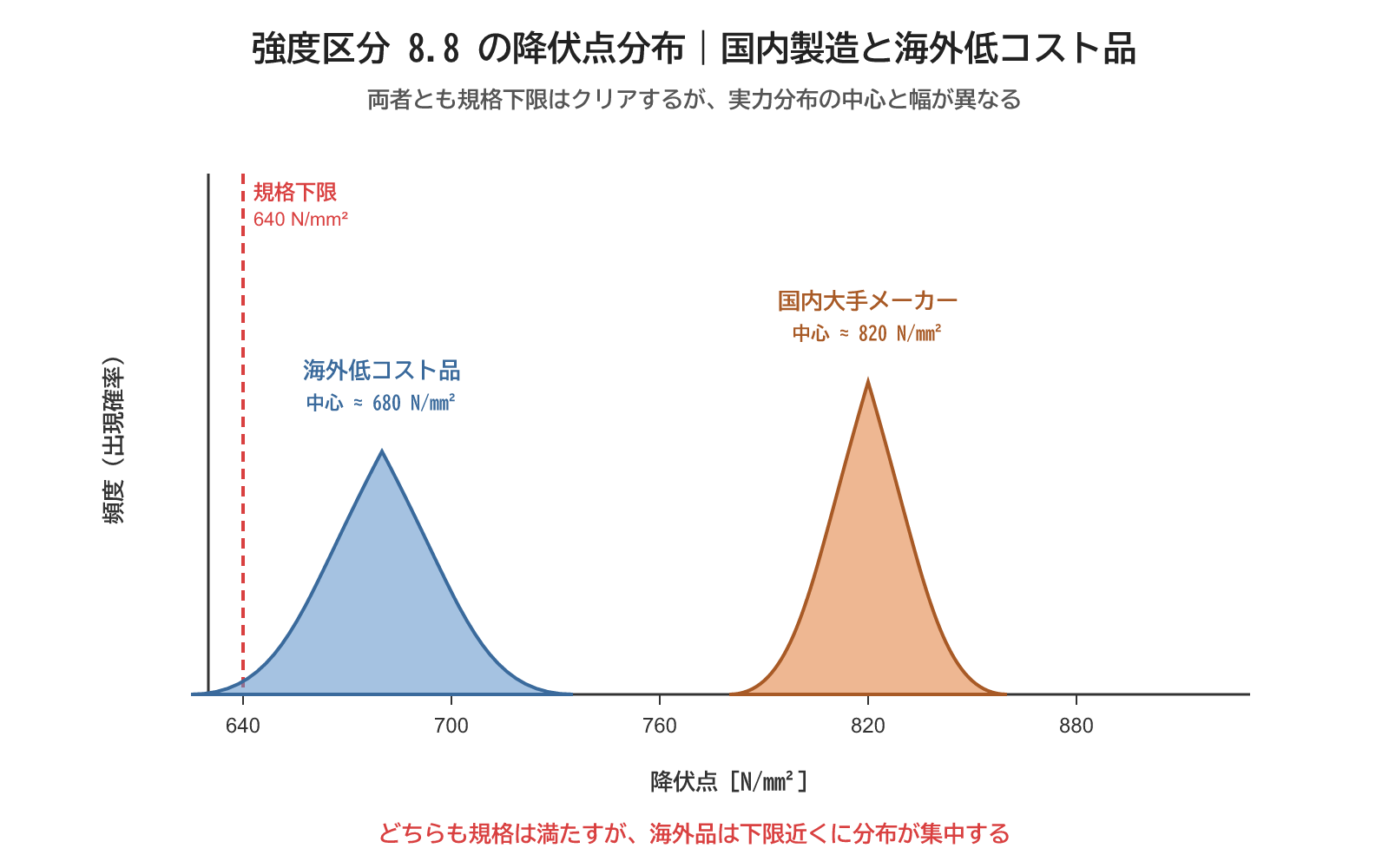
横軸を降伏点、縦軸を頻度として、二つの製造元の分布を重ねた模式図です。
両者とも規格下限(赤線)はクリアしていますが、分布の中心と下限の位置が異なります。設計時に「強度区分 8.8」とだけ指定して下限値で評価していなければ、分布の右側で持っていた荷重が、左側のロットでは持たないことになります。
外力が大きく、ボルト軸力に余裕が少ない締結部ほど、この差が顕在化します。
試作で使ったボルトは、設計者が手配した少数ロットです。量産では別の調達ルートで、別のロットが流れます。試作品の評価結果は、量産品の品質を保証しません。重要締結部では、量産で使うロットそのものを使った確認試験が必要です。
海外工場では、ボルトの保管環境(湿度・温度)や、組立時に使う潤滑剤の管理が国内と同等とは限りません。錆や油膜のムラがあれば、ロット内でも K がばらつきます。
外力に対してボルト軸力の余裕が薄い設計(安全率が小さい設計)は、ばらつきに対して脆弱です。強度区分は一段上を選ぶ、もしくはボルト本数を増やして 1 本あたりの負担を下げることで、ばらつきの影響を吸収できます。
トルク法は最も普及した締付け管理方法ですが、軸力のばらつきは ±20〜30% に達するとされます。重要部位では回転角法や塑性域締付けを導入し、軸力ばらつきを抑える選択肢も検討するべきです。
海外現地サプライヤーには、生産立ち上がり半年は安定していても、その後品質が徐々に低下するケースが見られます。日系サプライヤーの海外拠点は本社の品質管理が効いて国内同等の精度が出る傾向がある一方、現地サプライヤーは個社差が大きく、長期で見たときの安定度が読みにくいのです。サプライヤーの見極めと継続監視の観点は、別記事であらためて扱います。
ボルト一本のトラブルは、設計図上ではほとんど見えません。グローバル調達と海外量産が当たり前になった現在、設計者は「規格を満たすボルト」ではなく「自分の設計を満たすボルト」を指定する視点を持つ必要があります。規格は最低限の足切りにすぎず、実物のばらつきに耐えられる余裕を設計に織り込むのが本来の仕事です。