回らないのに緩むボルト、初期なじみとへたりが軸力を奪う
ichimatsu
How to 機械設計

ボルト選定でサイズ M6・強度区分 8.8 を決めて満足する。同じ径・同じ材質でも、頭形状によって伝えられるトルク、必要な作業スペース、なめのリスクが変わる。軸力計算の前提が頭形状で揺れるということだ。
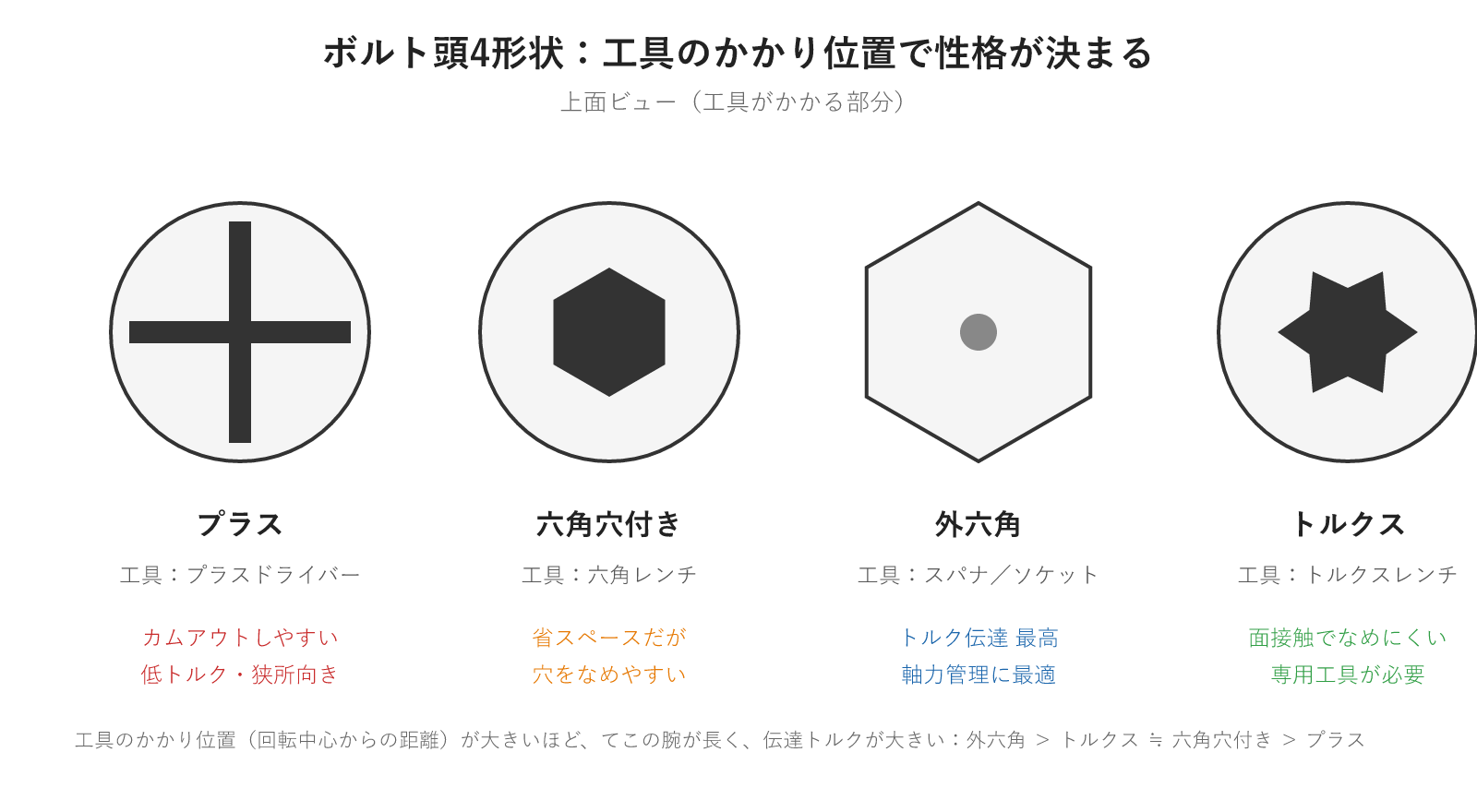
機械設計で使う代表的な頭形状は4種。プラス、六角穴付き、外六角、トルクス。それぞれ「工具がどこにかかるか」で性格が違う。本稿は選定判断の基準を整理する。
ボルト頭部の分類軸は2つある。工具をかける部分の形状と、座面(部材接触面)の形状。本稿は前者に絞る。
工具のかかり位置が変わると、回転中心からの距離(てこの腕)が変わる。これがトルク伝達効率の本質。同時に、力の作用点が中心に近いほど穴の角に応力が集中し、なめやすくなる。
代表4種は次の通り。
順に見る。
使用工具:プラスドライバー
家電・PC筐体・精密機器など、低トルクで狭所が要件のときの第一候補。工具先端が細いため、周辺部品を傷つけずに作業できる。
メリット
デメリット
用途:精密機器の内部部品、小ねじ、低トルク締結
ツールが細いことは、プラスねじの強みでもある。古いキャブレターはプラスねじが多用されていた。空気通路に少しでも傷を付けたら即アウトの部位で、外六角の大きな工具を振り回せる場所ではなかった。「なぜここにプラス?」と思ったら、設計者の意図が読める習慣をつけるとよい。
使用工具:六角レンチ(ヘックスレンチ、アレンキー)
機械設計で最も頻出する形状。「キャップボルト」とも呼ばれる。プラスのカムアウト問題を解消しつつ、頭部をコンパクトにまとめられる。
メリット
デメリット
なめ対策として、強度区分 8.8 以上(重要箇所では 10.9) のボルトを使う。強度区分の詳細はボルトの強度区分を参照。
用途:機械内部の締結、省スペース箇所、組み立て家具、中トルク締結
六角穴付きには「ボールポイント」という斜め差しできる便利な工具がある。ただしねじ込み始めに使うとボルトが斜め噛みしてねじ山を潰すリスクがある。斜め方向のトルクしか伝わらず管理も難しい。「締め付けにくいからボールポイントで」は現場トラブルのもとになる。
使用工具:スパナ、メガネ、ソケット、トルクレンチ
機械・建築・自動車のあらゆる産業で最も広く使われる。工具のかかり位置が回転中心から最も遠く、トルク伝達効率が最高。
メリット
デメリット
用途:自動車・バイク・建設機械・産業機械・橋梁・鉄塔など、高信頼性・高トルクが必要な締結部全般
軸力計算をまともにやろうとすると、自然と外六角かトルクスを選びたくなる(参考:トルクと軸力の関係)。軸力を設計値通りに出すには「確実に高トルクをかけられること」が前提。そのためのツールパスが確保できるなら、外六角が第一候補。「設計書に締結力の計算が載っている=外六角を使う箇所」と読み替えてもよい。
使用工具:トルクスレンチ(T:内側用、E:外側用)
星形(ヘクスローブ形状)が特徴。「トルクス」は Torx 社の登録商標で、JIS では「ヘクサロビュラ」が正式名称。
メリット
デメリット
用途:欧州車(特にドイツ車)のエンジン・シャシー部品、特殊用途機器、高信頼性が要求される締結部
「なぜ日本ではトルクスが少ないのか」はよく聞かれる。一つの答えは日本製ボルトの品質の高さだ。寸法精度・硬度ともに高く、適切な工具を使えばなめるリスクが低い。内六角ボルトをなめる前に工具の方が先に折れることも多い。結果として既存の六角工具がそのまま使えるメリットが勝り、トルクスの出番が少ない。コスト・工具流通・品質のトータルバランスで六角が選ばれ続けている、という構造になっている。
| 形状 | トルク伝達 | なめにくさ | 省スペース性 | 工具の汎用性 | 軸力管理との相性 |
|---|---|---|---|---|---|
| プラス | △ | △ | ◎ | ◎ | × |
| 六角穴付き | 〇 | 〇 | 〇 | 〇 | △ |
| 外六角 | ◎ | ◎ | △ | ◎ | ◎ |
| トルクス | ◎ | ◎ | 〇 | × | ◎ |
(◎:非常に良い 〇:良い △:やや劣る ×:劣る)

迷ったら次の順で確認する。
① 必要トルクの大きさ:軸力計算が必要な重要締結部 → 外六角またはトルクス一択。プラスは高トルクには原則使わない。
② 作業スペース:ツールパスが取れない箇所 → 六角穴付き。どうしても狭い箇所 → プラス(低トルク前提)。
③ なめリスクの許容度:絶対に緩めない安全部品 → 外六角またはトルクス。再分解が多い治具・カバー類 → 六角穴付き。
④ コスト・調達性:流通性はボルト単価を桁で変えることがある。同じ M6 でも表面処理・精度・形状の違いで10倍以上の価格差は珍しくない。設計段階で流通品かどうかを確認する価値は大きい。
頭形状はサイズや強度区分と同じ重みで選定対象になる。
「いつもこれ」で済ませず、工具のかかり位置から逆算する。設計判断の言語化がボルト一本から始まる。