歯車故障の4つのモードとメカニズム、実践的な防止策
ichimatsu
How to 機械設計

自動車のトランスミッションから工場のロボットアームまで、あらゆる機械の心臓部で活躍する「歯車」。静かで正確に動く機械の裏には、ミクロン単位の精密な加工技術が隠されています。特に、歯車の性能を最終的に決定づけるのが「仕上げ加工」です。今回は、その代表的な仕上げ加工である「歯研(はけん)」と「ラッピング」について、「名前は聞くけど、違いがよく分からない…」という方のために、その違いを分かりやすく解説します!
専門的な話に入る前に、ざっくりとその違いを見てみましょう。
⚙️ 歯研(歯車研削):砥石で精密に「削る」加工。歯車の形と寸法を正確に整えるのが目的。
✨ ラッピング:砥粒で滑らかに「磨く」加工。歯の表面をツルツルにして静かにするのが目的。
「精度」を追求するなら歯研、「静かさ・滑らかさ」を追求するならラッピング、と覚えておくと分かりやすいです。
それぞれの項目を順に見る。
歯研は、高速で回転する砥石(といし)を歯車に当てて、歯の表面を少しずつ削り取っていく加工法です。
最大の目的は、熱処理によって生じた「歪み」を取り除き、設計図通りの正しい形に修正すること。ミクロン単位で寸法を追い込む、まさに精度を創り出すための加工です。
ラッピングは、ラップ盤と呼ばれる工具と歯車の間に、ダイヤモンドなどの非常に硬く細かい砥粒(とりゅう)を含んだ「ラップ剤」を流し込み、擦り合わせることで表面を磨き上げる加工法です。
歯の形を大きく変えるのではなく、表面に残る微細な凹凸をなくし、鏡のように滑らかに仕上げることが目的。歯車同士の噛み合いをスムーズにし、騒音や振動を抑える効果があります。
それぞれの違いを表にまとめました。歯車にどんな性能を求めるかで、どちらの加工が適しているかが一目瞭然です。
| 項目 | 歯研(歯車研削)⚙️ | ラッピング ✨ |
|---|---|---|
| 主な目的 | 高い歯形・寸法精度の実現 | 表面の滑らかさ向上、騒音・振動の低減 |
| 得意な歯車 | 高精度が要求される工作機械や計測機器の歯車 | 静粛性が求められる自動車のトランスミッションなど |
| 歯車の精度 | ◎ 大幅に向上する | △ 多少は改善するが、限定的 |
| 表面粗さ | ◯ 良好になる | ◎ 鏡面に近く、非常に滑らかになる |
| 騒音・振動 | ◯ 低減される | ◎ 大幅に低減される |
| コスト | 高価(専用の工作機械が必要なため) | 比較的安価 |
歯車は強度を上げるために「焼入れ」などの熱処理が必須ですが、この熱処理との関係性にも大きな違いがあります。
歯車は熱処理を行うと、硬くなる代償として必ず熱で歪んでしまいます。歯研は、この歪みを修正するために行うので、工程順は必ずこうなります。
歯切り(大まかな形作り) → 🔥熱処理(硬くする) → 歯研(歪みを修正し、精密に仕上げる)
特に、歪みが大きく発生する「浸炭焼入れ」と歯研は、高精度な歯車を作る定番の組み合わせです。
ラッピングも、熱処理で硬くなった歯の表面を磨くため、基本的には熱処理の後に行います。
歯切り → 🔥熱処理 → ラッピング(表面を滑らかに仕上げる)
ラッピングは大きな歪みを取れないため、歪みの少ない「窒化処理」と組み合わせたり、あるいは歯研で精度を出した歯車に、さらに静粛性を持たせるために追加で加工したりする場合に非常に有効です。
歯研とラッピングの違いが分かると、次に出てくるのが「シェービングやホーニングとは何が違うのか」という疑問です。歯車の仕上げ加工は、この4つをセットで整理すると見通しが良くなります。分かれ目は二つ。熱処理の前にやるか後にやるか、そして形(歯形精度)を直すのか、面(粗さ)を磨くのかです。
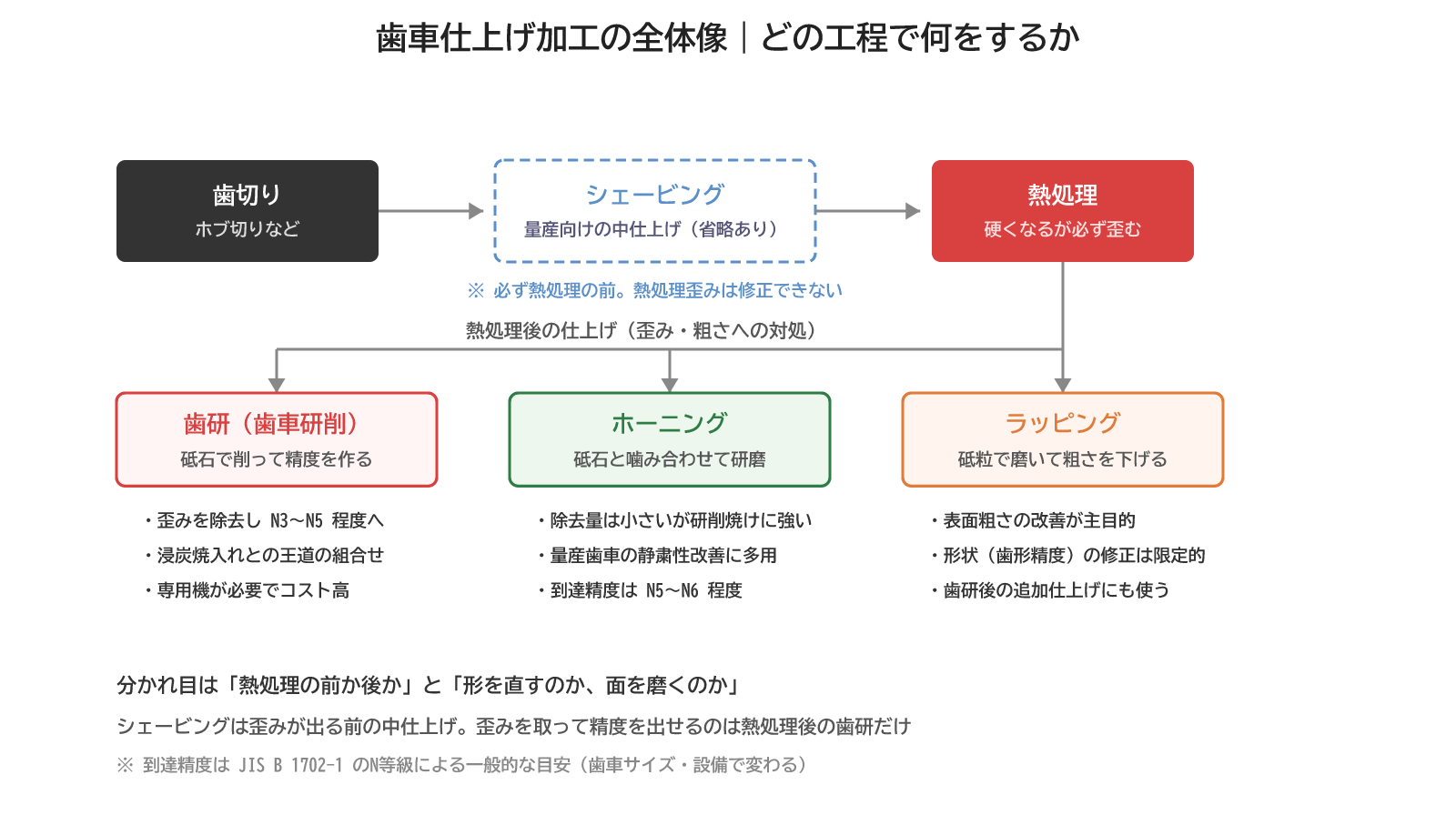
シェービングは、カミソリ状の工具で歯面を薄く削る熱処理前の中仕上げです。量産性が高く安価ですが、その後の熱処理で発生する歪みは修正できません。シェービング仕上げの歯車は、熱処理歪みをある程度抱えたまま使う前提の歯車です。
ホーニングは、砥石製の歯車と噛み合わせて研磨する熱処理後の仕上げです。歯研ほど大きく形を直せませんが、除去量が小さいぶん加工時間が短く、研削焼けのリスクも低い。量産歯車の静粛性を上げたい場面で多用されます。
「どこまで仕上がるか」を数字で押さえておくと、加工法の選択が具体的になります。歯車の精度はJIS B 1702-1のN等級(数字が小さいほど高精度)で指定します。旧JIS B 1702(0〜8級)と数字の意味が違うため、Nを付けて書くのが安全です。
| 加工 | 歯形精度の目安 | 表面粗さ Ra の目安 |
|---|---|---|
| ホブ切りのみ | N8〜N9程度 | 1.6〜3.2μm程度 |
| シェービング | N6〜N7程度 | 0.8〜1.6μm程度 |
| 歯研 | N3〜N5程度 | 0.4〜0.8μm程度 |
| ホーニング | N5〜N6程度 | 0.2〜0.4μm程度 |
| ラッピング | 元の精度のまま | 0.1〜0.4μm程度 |
※ 数値は一般的な目安です。歯車のサイズ・材質・設備によって変わります。
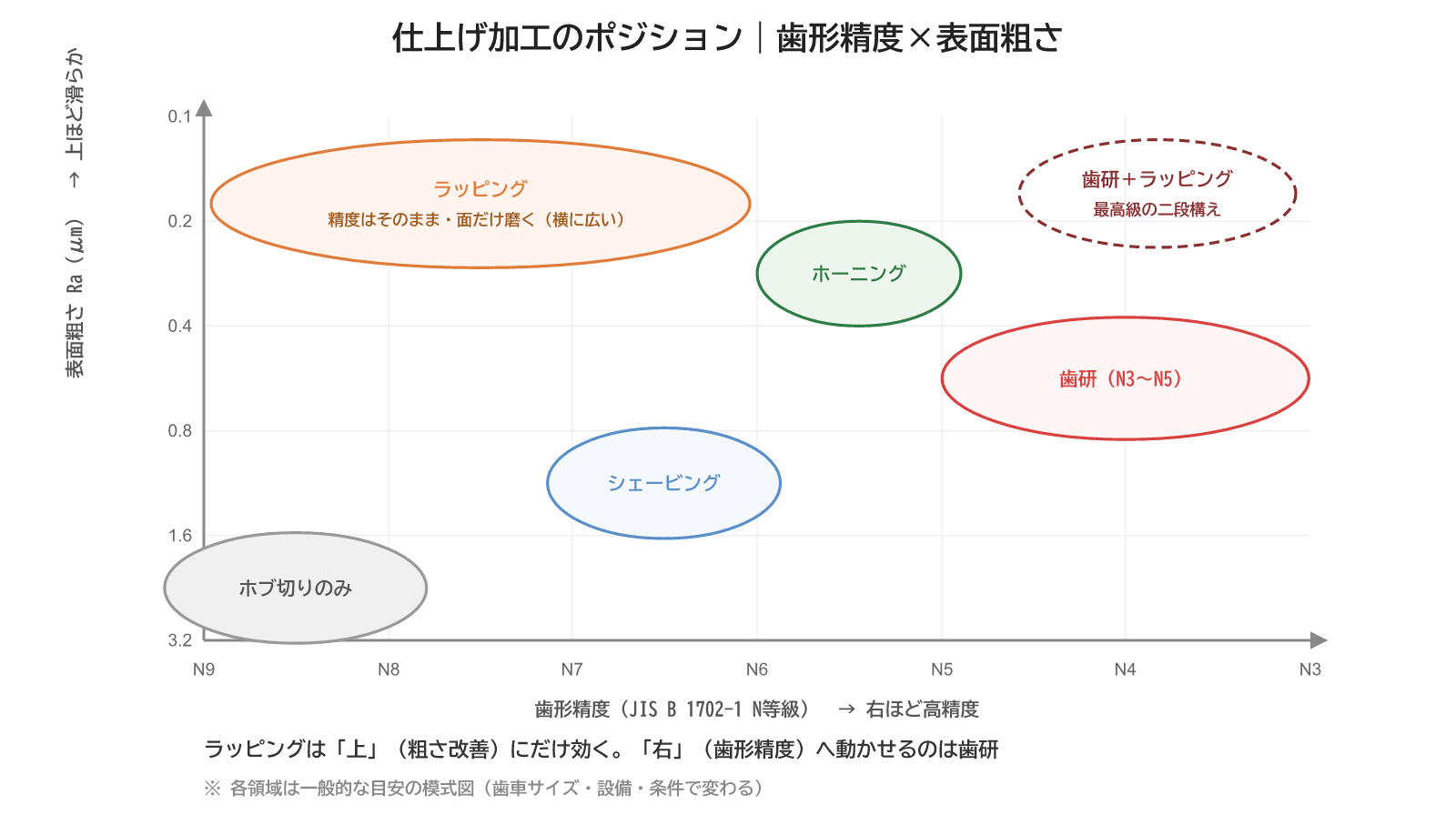
この図のポイントは、ラッピングは「上」方向(粗さ改善)にしか動かせないことです。歯形精度を「右」方向へ動かせるのは歯研だけ。騒音の原因が歯面の粗さではなく歯形誤差やピッチ誤差にある場合、ラッピングでは解決しないことがあります。
仕上げ加工は、最終的には図面指示で決まります。書くべきことは三つです。
もう一つ忘れやすいのが相手歯車とのバランスです。片方をN4で仕上げても、噛み合う相手がN8のままでは、騒音も精度も相手側で頭打ちになります。等級は歯車対で考える。コストの高い歯研指定を付ける前に、「この歯車対に本当に必要か」を一度疑ってみてください。
最後に、今回のポイントをまとめます。
どちらか一方が優れているわけではなく、歯車の用途や要求されるスペックに応じて使い分けることが重要です。最高級の歯車では、歯研で精度を追求した後に、さらにラッピングで表面を極限まで滑らかにする、といった贅沢な二段構えの加工が行われることもあります。
歯車の奥深い世界、少しでも面白さを感じていただけたら幸いです。