転がり軸受の選定|L10寿命だけでは足りない実務の判断基準
ichimatsu
How to 機械設計

設備保全の現場で、交換後の損傷軸受がそのままゴミ箱に入る場面を何度も見てきた。「もう使えないから」という判断は正しい。しかし、そこで廃棄してしまうとなぜ損傷したかを知る機会を永遠に失う。
以前、エンジン補機の玉軸受が設計寿命の半分にも満たない時間で損傷した事例に関わった。担当者は「荷重が大きかったのでは」と判断し、同型の軸受に交換しようとしていた。損傷した外輪軌道面を観察すると、フレーキング(剥離)が軌道面の一箇所に集中していた。
これは過大荷重による均一な疲労破壊ではない。特定の位置に繰り返し局所荷重が集中していたサインだ。ハウジング加工を確認すると、取付部の真円度が基準値を外れており、外輪が楕円に変形して特定位置に荷重が集中していたことが判明した。「同型軸受に交換」ではなく「ハウジングを修正してから交換」が正解だった。
損傷の”形状”と”位置”は、設計の盲点を正直に教えてくれる。 この記事では、損傷した軸受の傷を読むための基本的な考え方を解説する。
損傷の”位置”を記録・分析するために、まず軸受の部位名称を整理しておく。
| 部位 | 役割 | 損傷が示す主なトラブル |
|---|---|---|
| 外輪軌道面 | 転動体が転がる溝(外側) | 過大荷重・ミスアライメント |
| 内輪軌道面 | 転動体が転がる溝(内側) | 荷重変動・急加減速 |
| 転動体(玉・ころ) | 荷重を転がりで伝える | 異物混入・衝撃荷重・油膜切れ |
| 外輪外径 | ハウジングに圧入されるはめあい面 | ハウジング側の締め代不足 |
| 内輪内径 | 軸に圧入されるはめあい面 | 軸側の締め代不足・クリープ |
| 保持器 | 転動体の間隔を保つ | 潤滑不足・過大回転 |
損傷を記録するときは「どの部位が」「どの位置(一箇所か全周か)」「どんな外観か」の3点を必ずメモしておく。
軌道面や転動面がうろこ状に剥離する損傷で、転がり軸受の損傷として最も多く見られる。表面疲労き裂が進展し、最終的に表面層が剥落する。
観察のポイントは剥離の分布だ。
同じフレーキングでも、原因はまったく異なる。分布パターンを記録することが原因絞り込みの第一歩だ。
軌道面や転動面が引きちぎられたような粗面になる損傷。金属光沢が失われ、白濁したような外観になることが多い。
急加減速時に転動体と軌道輪の間でスリップが生じ、油膜が形成される前に金属接触が起きることで発生する。始動停止の繰り返しが多い用途、低速・高荷重域で特に発生しやすい。
L10寿命計算では「油膜が十分に形成されている」ことを前提としているが、過渡状態での油膜評価は見落とされやすい。
外輪外径(ハウジング側)や内輪内径(軸側)のはめあい面に赤錆色の微粉(酸化鉄粉)が生じる損傷。表面に小さなピットが連続して生じた外観になる。
圧入不足で軸受座との締め代が足りないと、振動環境下で微小な相対滑りが繰り返し発生し、摩耗粉が酸化して赤錆状の粉として現れる。
見落とされやすいのは、「軌道面は正常なのに、はめあい面だけに損傷がある」ケースだ。この場合、軌道面の損傷を探しても見つからないため、原因不明で終わりやすい。分解時に軸受座の外観も必ず確認する習慣が必要だ。
軌道面に転動体ピッチ間隔で規則的な凹みが生じる損傷。静止時の衝撃荷重や過大静荷重が原因の「真性ブリネリング」と、微小振動による「偽性ブリネリング(フレッティング)」に分けられる。
輸送中・組立時の取扱いミスでも発生する。軸受を扱う際に木槌で軸方向から直接叩く、軸受をパーツとして保管中に強い振動にさらすといった操作が原因になりやすい。
異物混入によって不規則な圧痕が生じることもある。規則的か不規則かを確認することで原因が絞れる。
軸受が変色(青〜茶色)し、転動体と軌道面が溶着する損傷。軸受全体の異常な温度上昇を伴うことが多く、保持器の変形・破損が併発することもある。
潤滑剤の不足・劣化・選定ミスが主因だが、過大荷重との複合要因になることも多い。焼き付きが起きた場合は、潤滑系統全体の見直しが必要になる。
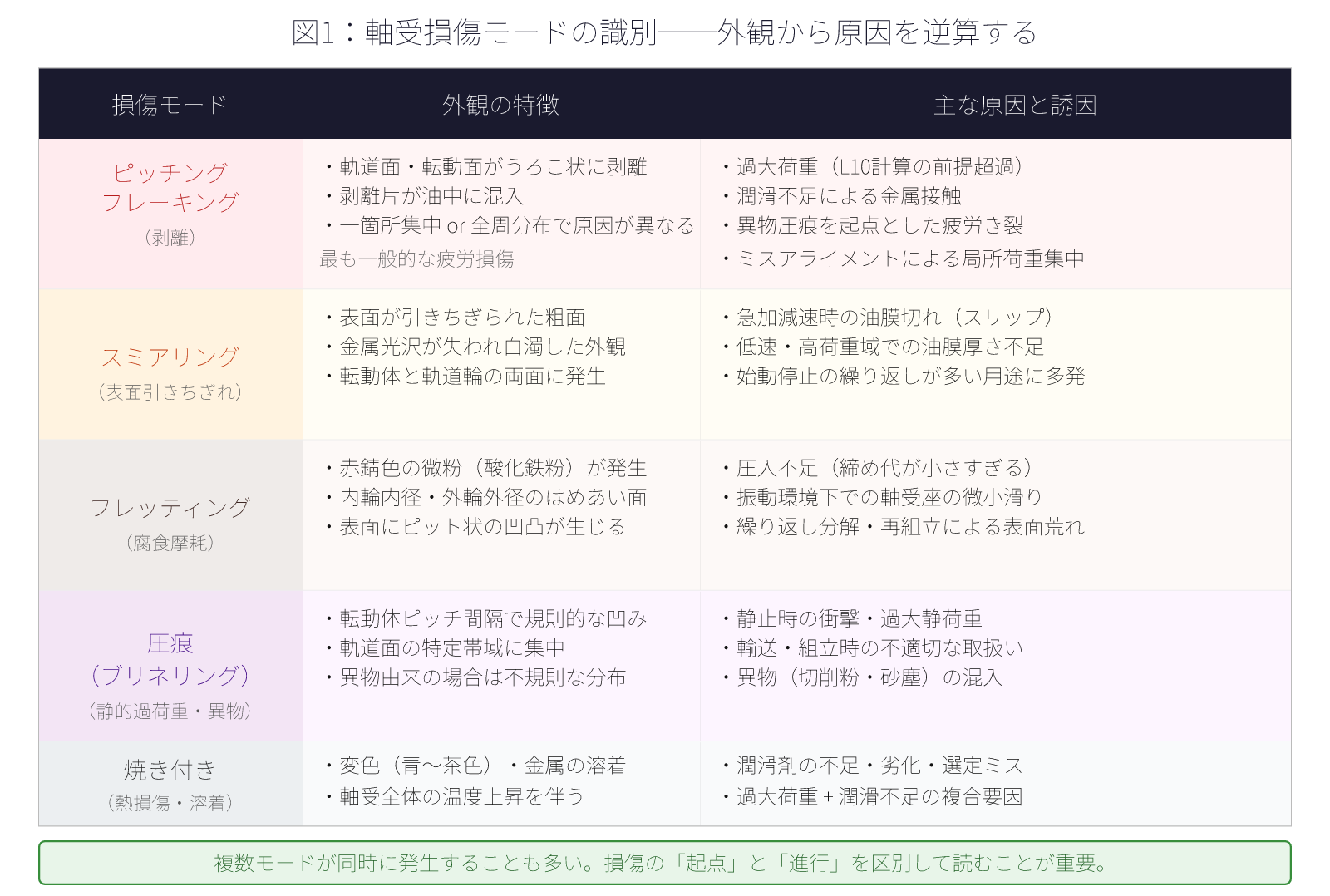
5つの損傷モードの外観特徴と主な原因をまとめた。損傷した軸受を観察するときは、この表と照らし合わせながら「何に近いか」を確認することで、原因の候補を絞り込むことができる。
損傷モードの識別と並んで重要なのが、損傷がどの部位のどの位置に出ているかの記録だ。
外輪軌道面のフレーキングが「ある角度帯域に集中」している場合、外輪に局所的な荷重がかかっていたことを示す。考えられる原因は:
一方、軌道面全周に均一にフレーキングが発生している場合は、荷重の絶対量が大きすぎるか、潤滑条件が設計前提から外れている可能性が高い。
外輪外径(ハウジング側)にフレッティングが見られる場合、外輪がハウジング内で微小回転(クリープ)していたことを意味する。回転している方向が外輪の場合、外輪の締め代を見直す必要がある。
内輪内径(軸側)のフレッティングは、軸が回転しているにもかかわらず内輪が追従できていない「内輪クリープ」の証拠だ。軸の公差(m6、k5 など)と締め代の見直しが必要になる。
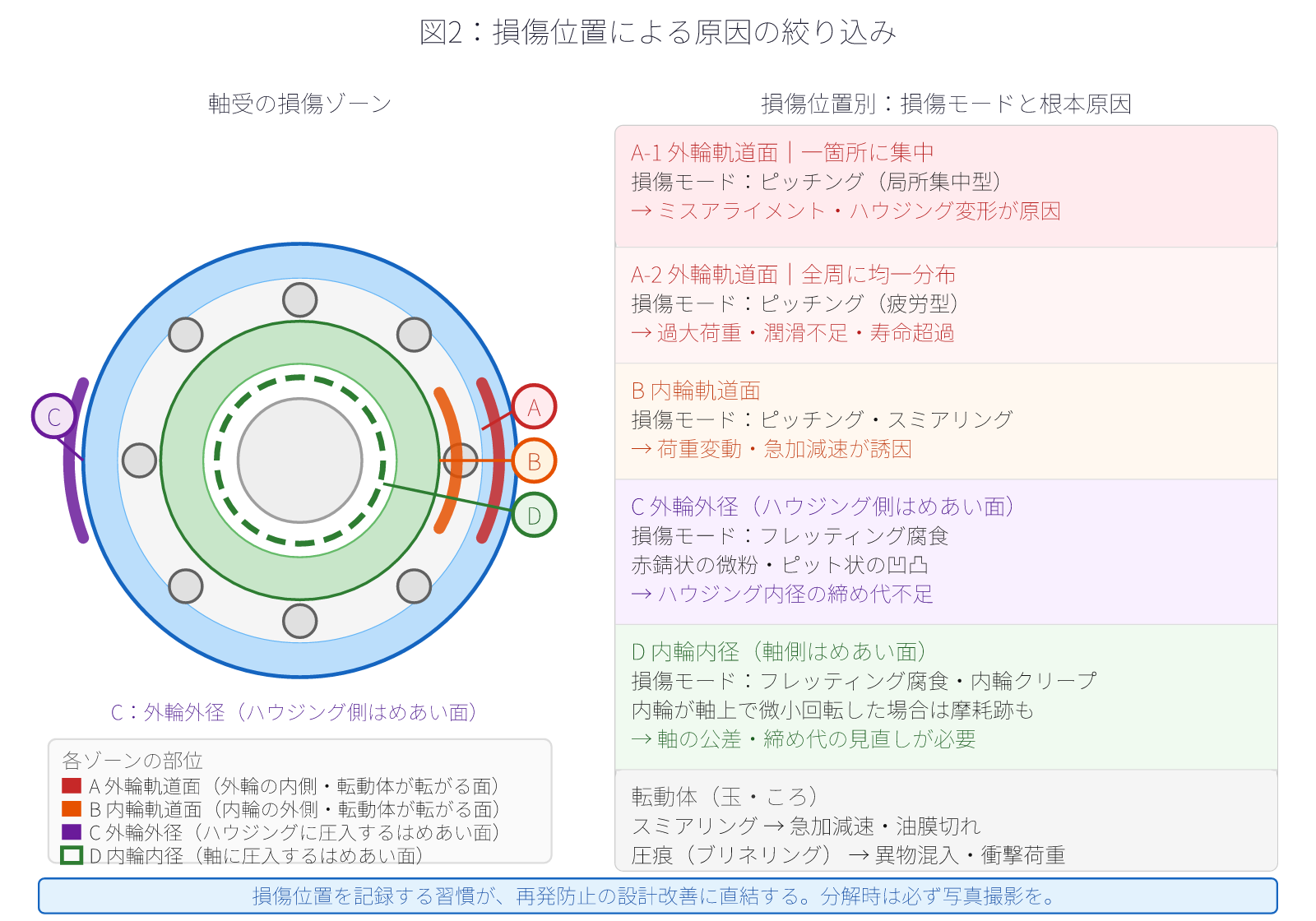
軸受の各部位(A〜D)と、そこに現れる損傷モード・考えられる原因を対応させた。分解時にどこを見るべきかの指針として活用してほしい。
損傷軸受を分解したとき、次の順番で観察すると原因を逃しにくい。
1. 分解前に確認する
– 軸受周辺の異常な汚れ・変色・グリス漏れの有無
– ハウジングや軸受座の外観(フレッティング粉の有無)
– 異音・異常振動の発生状況(記録が残っていれば確認)
2. 分解時に確認する
– グリスの色・性状・金属粉の混入(黒化、金属光沢粉、赤錆粉)
– 保持器の変形・破損の有無
3. 軸受単体で確認する
– 外輪・内輪の各軌道面の外観(損傷モードと分布)
– 外輪外径・内輪内径のはめあい面の外観
– 転動体の外観(スミアリング、圧痕の有無)
4. 記録する
– スマートフォンで写真撮影(マクロ撮影を推奨)
– 損傷位置を模式図にマーキング
– 損傷の大きさ・範囲・特徴をメモ
損傷した軸受は、設計・製造・組立・運用のどこかに問題があったことを示している。廃棄前の5分の観察が、次の設計改善に直結する。「現物が教えてくれること」を聞き逃さない習慣が、長期信頼性を高める設計者の本質だと筆者は考えている。
