軸受 傷の形状と位置から故障原因を逆算する読み方
ichimatsu
How to 機械設計

転がり軸受の選定といえば、多くのエンジニアが真っ先に行うのはL10寿命計算です。
基本動定格荷重C、等価ラジアル荷重P、回転速度nを入力し、目標寿命(たとえば20,000時間)を上回ることを確認する——この手順自体は正しいです。しかし筆者の経験では、L10寿命計算を通過した軸受が、想定より大幅に短い期間で損傷した事例は少なくありません。
なぜそうなるのか。理由はシンプルです。L10寿命計算が前提としている条件と、実際の使用環境が乖離しているからです。
この記事では、転がり軸受の選定で「計算書には現れないが、現実には大きく影響する要因」を解説します。
まず、L10寿命とは何かを確認しておきましょう。
L10寿命とは、同一条件で運転した軸受を多数試験したとき、90%の軸受が損傷なく到達できる回転数(または時間) のことです。言い換えれば、10%の軸受が損傷するまでの寿命です。
計算式は以下のとおりです:
L10 = (C / P)^p × 10^6 回転
C: 基本動定格荷重(メーカーカタログ値)[N]
P: 等価ラジアル荷重(実際の荷重から計算)[N]
p: 荷重指数(玉軸受 = 3、ころ軸受 = 10/3)
時間寿命(L10h)に換算するには回転速度n(rpm)を用います:
L10h = L10 / (60 × n) [時間]
この計算には、暗黙のうちにいくつかの理想的な前提が含まれています。
| 前提条件 | 現実との乖離リスク |
|---|---|
| 適切な潤滑が維持されている | 潤滑不足、劣化油による短命化 |
| 軸受に異物が混入しない | 切削粉・塵埃による表面損傷 |
| 軸受に不均一荷重がかかっていない | ミスアライメントによる片当たり |
| 取付精度が適切である | 圧入量過大による内部すきまの消失 |
| 定常荷重・定常回転である | 衝撃荷重・変動荷重による過大負荷 |
これらの前提が成立しない場合、実際の寿命はL10計算値を大幅に下回ります。
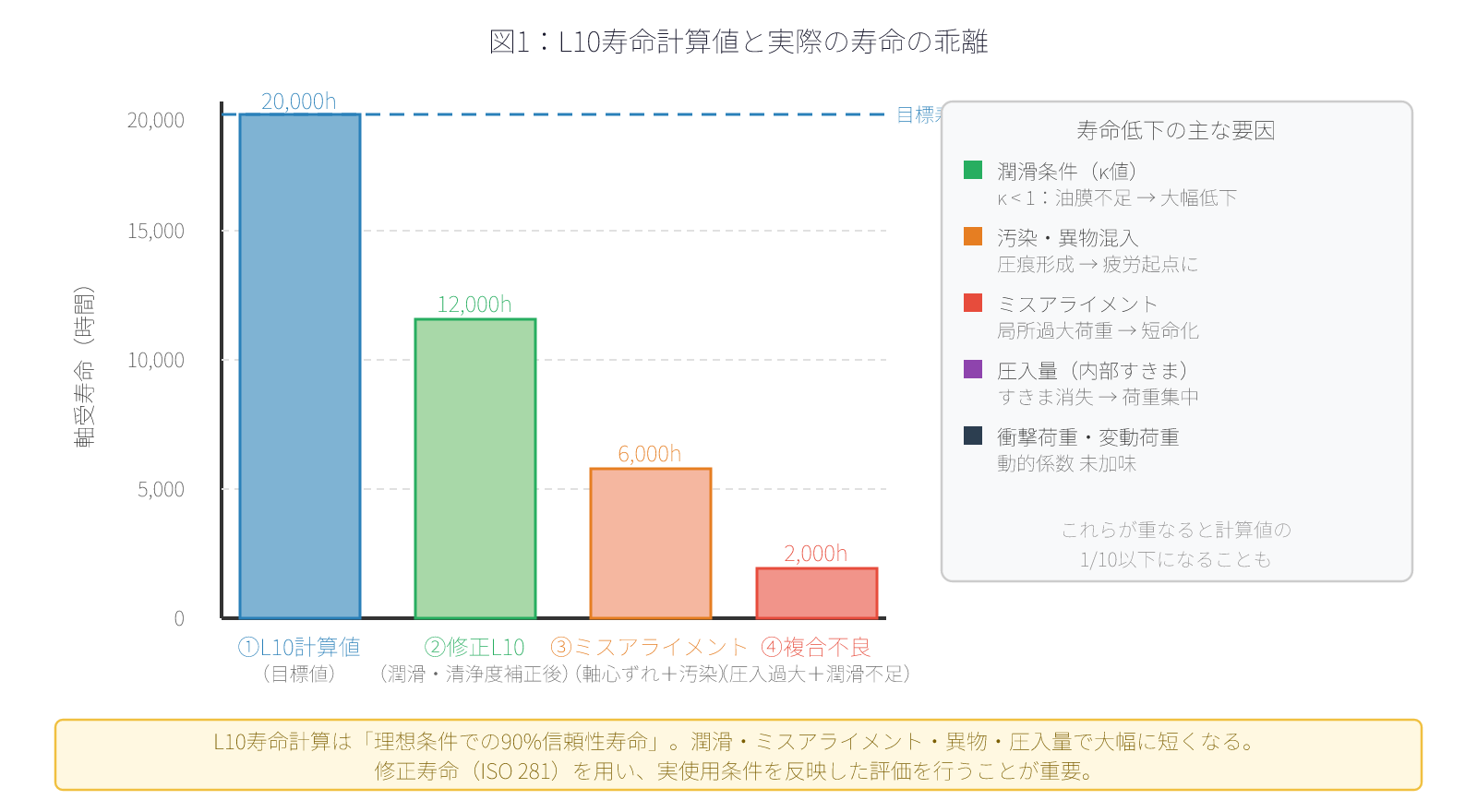
修正寿命計算(ISO 281)では、基本L10寿命に以下の補正係数を乗じます:
Lnm = a1 × aSLF × L10
a1: 信頼性係数(90%信頼性 = 1.0、95%信頼性 = 0.64 など)
aSLF: 修正寿命係数(潤滑・汚染条件による)
潤滑条件と汚染条件によって、修正寿命は計算値の1/10以下になることもあります。 aSLFの値がいかに大きく変動するかを理解することが、現場での軸受選定の要です。
潤滑は軸受寿命に最も大きな影響を与える要因のひとつです。
粘度比κ(カッパ)という概念があります。これは「実際の潤滑油粘度」を「その運転条件で必要な最低粘度」で割った値です。
エンジン補機の軸受では、始動直後の低温・低速状態でκが著しく低下する場合があります。低粘度グリスを使っているのに高温・高速になると油膜が薄くなり——このような運転域全体での潤滑評価を怠ると、早期損傷につながります。
軸受は、軸と軸受ハウジングが同一直線上に正確に配置されていることを前提として設計されています。しかし実際の組立では、必ず微小なミスアライメントが発生します。
ミスアライメントがあると、軸受の転動体に局所的な過大荷重がかかります。これはL10計算の等価荷重Pには現れない応力です。
特に以下の場合はミスアライメントが大きくなりやすいので要注意です:
調心玉軸受・自動調心ころ軸受は、このミスアライメントを吸収する能力があります。ミスアライメントが避けられない用途では、軸受タイプの選定が重要です。
軸受内部への切削粉・ダスト・水分などの混入は、表面に圧痕を形成し、応力集中源となって疲労寿命を大幅に低下させます。
ISO修正寿命計算では、汚染係数eCという値でこの影響を表現しています。清浄度条件ごとに修正寿命係数aSLFが大きく変わり、汚染環境ではaSLF = 0.1以下になることもあります。
設計段階での対策としては:
軸受の内輪を軸に圧入する際、締め代(シメシロ)が過大だと内輪が膨張し、内部すきまが消失します。
内部すきまが消失すると、転動体が軌道輪を強く押しつけながら転がることになり、荷重分担が不均一になります。その結果、計算上の荷重よりも実際の接触面圧が大幅に高くなり、短命化につながります。
圧入量は軸の公差(m6、k5 など)と軸受の内部すきま等級(C2、CN、C3 など)の組み合わせで決まります。重荷重・大きな温度差がある用途では、C3クリアランス軸受の採用を検討することが多いです。
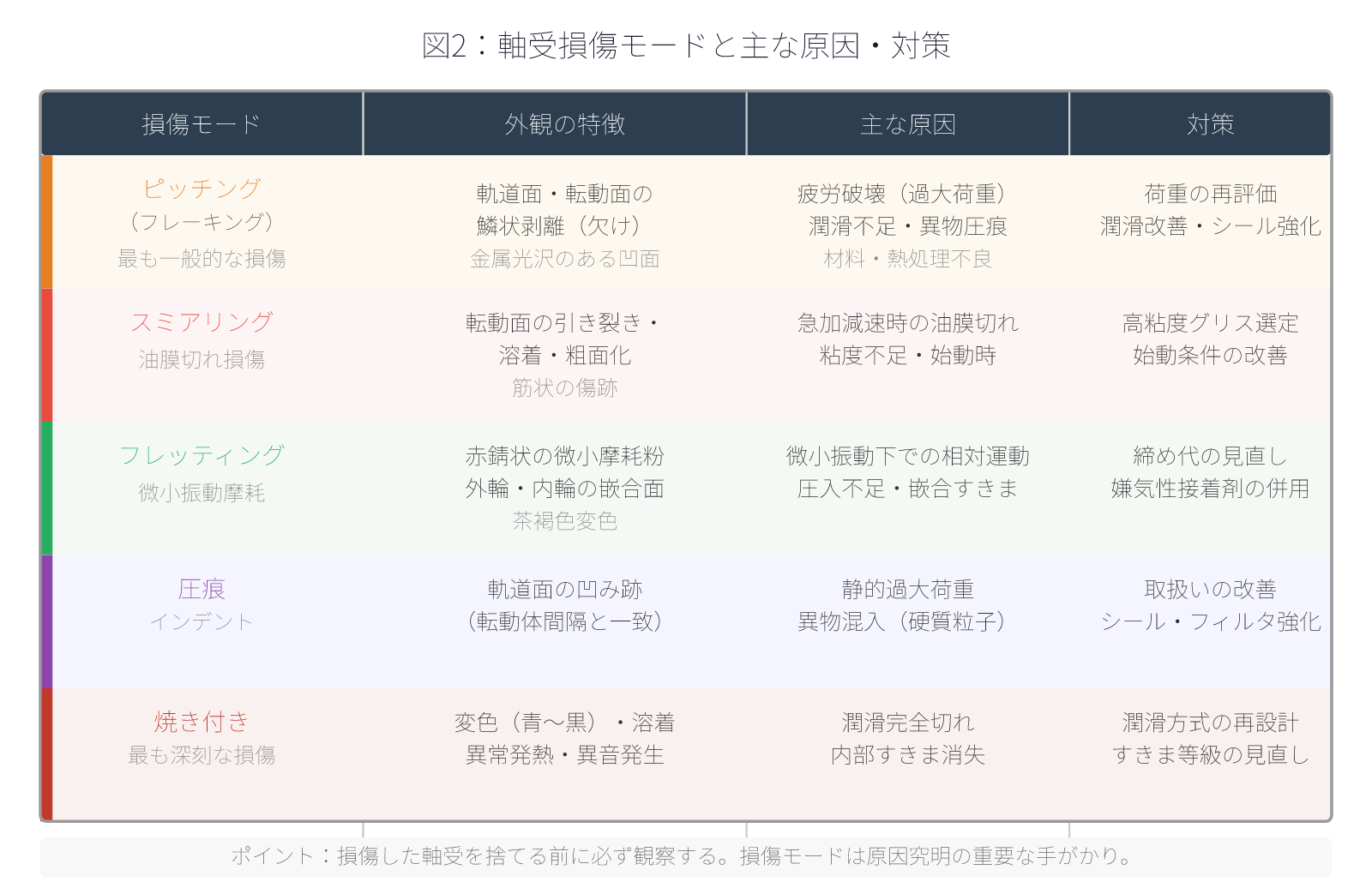
主な損傷モードと、その根本原因の対応関係を示しています。損傷した軸受を目視することで、原因を逆算できることが多いです。
| 損傷モード | 特徴 | 主な原因 |
|---|---|---|
| ピッチング(フレーキング) | 軌道面・転動面の剥離 | 疲労破壊(過大荷重、潤滑不足) |
| スミアリング | 表面の引き裂き・粗面化 | 急加減速時の油膜切れ |
| フレッティング | 赤錆状の微小摩耗 | 微小振動下での摩耗(圧入不足) |
| 圧痕 | 凹み跡 | 異物混入、静的過大荷重 |
| 焼き付き | 変色・溶着 | 潤滑不足・過大すきまなし運転 |
L10寿命計算を終えた後、以下を確認することを推奨します。
潤滑の確認
– [ ] 運転温度域での粘度比κを計算したか?
– [ ] 始動時など過渡状態での潤滑も評価したか?
– [ ] グリスの補給・交換計画はあるか?
取付の確認
– [ ] 軸の公差と内部すきまの組み合わせは適切か?
– [ ] ミスアライメントの影響を評価したか?
– [ ] 調心性が必要な場合、適切な軸受タイプを選んだか?
環境の確認
– [ ] 異物混入のリスクを評価し、シール形式を選んだか?
– [ ] 水分・腐食環境への対策はあるか?
– [ ] 衝撃荷重・変動荷重がある場合、等価荷重に動的係数を加味したか?
筆者が最も重視するのは「損傷した軸受を捨てる前に、必ず観察する」という習慣です。表面の状態・変色・摩耗パターンが、設計の盲点を教えてくれます。
計算は設計の出発点にすぎません。現物を観察し、原因を考え抜く姿勢こそが、壊れない機械をつくる設計者の基本だと、筆者は考えています。
