位置度と最大実体公差で量産歩留まりが変わる|寸法公差では届かない設計余裕
ichimatsu
How to 機械設計

機械設計の図面を見ると、「H7/p6 圧入」という公差指示をよく目にします。この指示を見た設計者は——加工者に送り出した後、どこまで考えているでしょうか。
圧入力はどのくらいか。圧入後に十分な保持力(抜け力)があるか。温度変化があったときに緩まないか。圧入時に割れるリスクはないか。
これらを定量的に評価せずに「H7/p6 圧入」と書いている設計者は、意外と多いのが現実です。
筆者もかつてはその一人でした。ある部品の圧入部が使用中に抜け、原因を調べた結果、「図面の公差指示は正しかったが、表面粗さと圧入時の潤滑条件を考慮していなかった」 ことが判明した経験があります。
この記事では、圧入・はめあい設計の基礎から、現場で起きやすいトラブルの根本原因まで解説します。
はめあいとは、穴と軸の寸法の組み合わせ方です。JIS B 0401に基づき、3種類に分類されます。
| はめあいの種類 | 関係 | 代表例 | 用途 |
|---|---|---|---|
| すきまばめ | 穴 > 軸(常にすきまあり) | H7/f6、H7/g6 | 回転・摺動部 |
| 中間ばめ | 穴 ≒ 軸(すきまか締め代か確定的でない) | H7/js6、H7/k6 | 位置決め・キー併用 |
| しまりばめ | 穴 < 軸(常に締め代あり) | H7/p6、H7/s6 | 圧入・固定 |
「H7/p6」は穴基準のしまりばめです。穴の公差がH7(基準寸法を下限として上方向に広がる公差)、軸の公差がp6(基準寸法より大きい方向に外れた公差)の組み合わせです。
たとえば、呼び径φ50mmの場合:
最小締め代 = p6下限 − H7上限 = 26 − 25 = 1μm
最大締め代 = p6上限 − H7下限 = 42 − 0 = 42μm
この「最小1μm〜最大42μm」という幅が、設計が意図した締め代の範囲です。
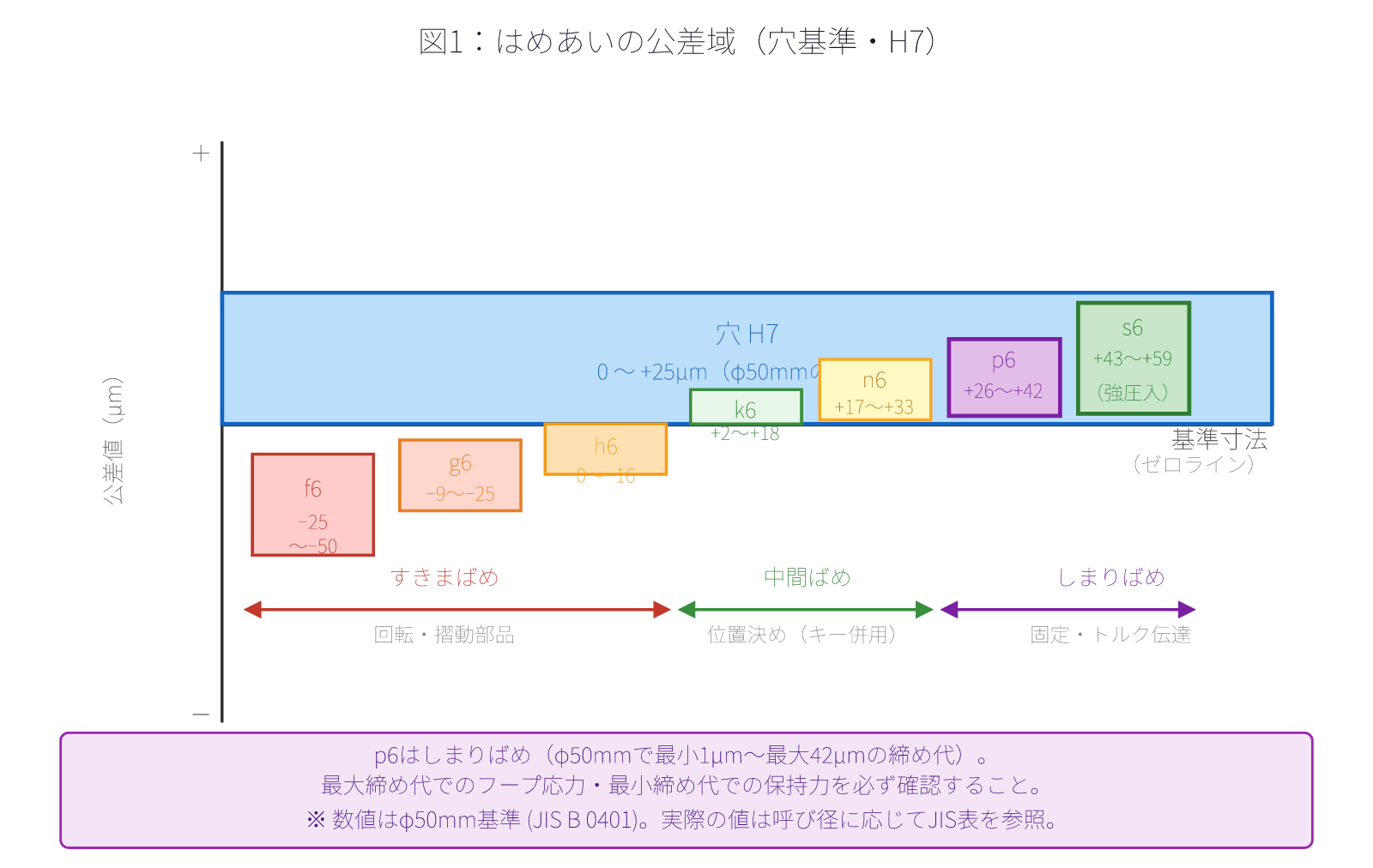
軸の公差域記号ごとに、ゼロライン(基準寸法)に対してどちらの方向にずれているかを示しています。
圧入部の設計で最も重要な計算は、圧入力と抜け力(保持力)の推定です。
2つの円筒が締め代 δ で圧入されているとき、接触面圧 p はラーメの式(Lamé’s equation)で求められます。
F = π × d × L × p × μ
L: 圧入長さ [mm]
μ: 摩擦係数
摩擦係数 μ は条件によって大きく変わります:
| 条件 | 摩擦係数 μ の目安 |
|---|---|
| 鋼同士・油潤滑あり | 0.08 〜 0.12 |
| 鋼同士・油潤滑なし | 0.12 〜 0.20 |
| アルミ×鋼・油潤滑あり | 0.04 〜 0.08 |
| アルミ×鋼・油潤滑なし | 0.10 〜 0.15 |
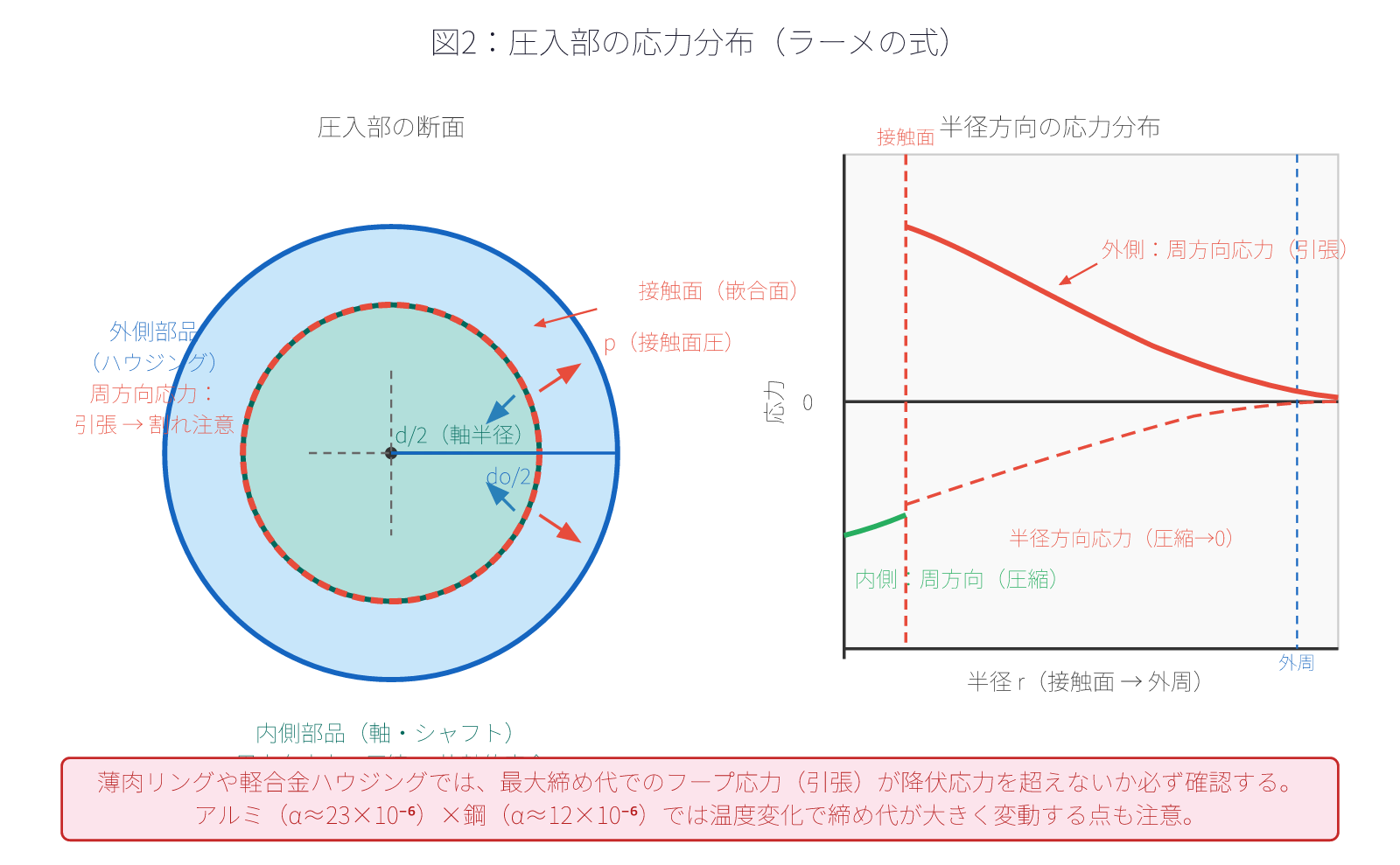
圧入によって発生する応力は、接触面を中心に半径方向・周方向に分布します。
薄肉のリングや軽合金製のハウジングでは、圧入による割れリスクが高くなります。 最大締め代での引張応力が材料の降伏応力を超えないかを、必ず確認してください。
圧入時、軸と穴の山(微細な凹凸)は塑性変形でつぶれます。この分だけ実効締め代が小さくなります。
目安として、圧入後の実効締め代は:
δ_実効 ≈ δ_設計 − 3.2 × (Ra_軸 + Ra_穴)
Ra: 算術平均粗さ [μm]
Ra 1.6μm 仕上げの部品同士(代表値)なら、約10μmの締め代が「消える」計算になります。
油潤滑で圧入した場合と、無潤滑で圧入した場合では、静止後の摩擦係数が大きく異なります。
一般に、油潤滑で圧入した面の摩擦係数は無潤滑より低くなります。高い保持力が必要な場合は、「無潤滑圧入」または「嫌気性接着剤の併用」を検討します。
アルミ(線膨張係数 約23×10⁻⁶/℃)と鋼(線膨張係数 約12×10⁻⁶/℃)の組み合わせでは、温度上昇によって締め代が大きく変化します。
たとえば φ50mm の嵌め合いで 100℃の温度上昇があると:
Δδ ≈ d × ΔT × (α_外側 − α_内側)
= 50 × 100 × (23−12) × 10⁻⁶
≈ 0.055 mm = 55μm
アルミ製ハウジングに鋼軸を圧入している場合、温度が上がると締め代が増し、設計値以上の応力が発生する可能性があります。
圧入部を一度抜いて再圧入すると、接触面の微細な凹凸がつぶれており、保持力は初回より低下します。
メンテナンスで分解・再組立が必要な部品に対して圧入を採用する場合は、キー・スプライン・接着剤の併用を検討します。
「H7/p6で圧入」という指示の後ろには、設計者が定量的に確認すべきことが多数あります。公差記号を書いただけで「設計した」と思わず、数字で設計の妥当性を確認する習慣を持つことが、信頼性の高い機械をつくることにつながります。
はめあい記号は「決まり文句」ではなく、軸とハブの寸法・材質・温度条件を踏まえた設計判断の結果です。公差・はめあいの背景にある考え方を体系的に押さえたい方には、以下の入門書が良い土台になります。図面に出てくる記号の「なぜ」を一冊で整理できます。
