複雑なモデルのFEM解析を効率よく精度よく進める「2ステップ法」
ichimatsu
How to 機械設計

「固有値解析を実施した結果、第1次固有振動数は85Hzでした」
こういう報告書を書いたことがある方、あるいは受け取ったことがある方は多いと思います。では、その後に何をしましたか?
この「固有振動数を計算した」という行為は、共振設計におけるスタート地点に立ったにすぎません。固有振動数を把握しただけでは、「この機械が共振で壊れるかどうか」は判断できないのです。
筆者自身、若手の頃に1次モードだけを見て「加振周波数から十分に離れているから大丈夫」と判断した設計で手痛い経験をしました。ある搬送装置のフレーム設計で、駆動モーターの回転周波数50Hzに対して1次固有振動数を85Hzに設定し、「±20%の分離帯は確保した」と結論づけたのです。しかし試作機の運転試験で、特定の速度域でフレーム端部が激しく振動する現象が発生しました。
調査してみると、3次モードの固有振動数が148Hzで、加振周波数の3次高調波150Hzとほぼ一致していたのです。1次モードだけで判断し、加振周波数の高調波と高次モードの重なりを確認していなかった——固有値解析の結果を正しく使えていなかったわけです。
実はこの種の誤解は珍しくありません。CAE解析の技術資料でも「求める次数設定が不適切だと、影響の大きいモードが出てこないという事態に陥る可能性がある」「少なくとも加振周波数以上のモードは考慮する必要がある」と繰り返し指摘されています。
この記事では、同じ誤りを避けるために、固有値解析の結果を得た後に必要な「三つの視点」を解説します。
共振とは、外部から加えられる力の周波数が構造物の固有振動数に一致したとき、振動振幅が急激に増大する現象です。
機械設計における主な加振源と周波数の特徴を整理しておきます。
| 加振源 | 周波数の特徴 |
|---|---|
| 回転機械(モーター・ポンプ・ギヤ) | 回転数に比例(例:3000rpm = 50Hz) |
| 往復動機械(コンプレッサーなど) | ストローク周波数とその高調波 |
| 歯車噛み合い | 回転数 × 歯数(歯車噛み合い周波数) |
| 流体脈動 | 配管内の流速・圧力変動に依存 |
重要なのは、加振力の周波数と固有振動数が一致したときに共振が発生するという点です。固有振動数を計算しただけでは、「加振源との関係」を分析しない限り、共振リスクの評価はできません。
最初に確認すべきは、固有振動数が運転回転数(加振周波数)から十分に離れているかという点です。
3000rpm(50Hz)で運転するモーター駆動機械を例にとると、基本加振周波数は50Hzです。この機械の構造固有振動数が52Hzであれば、非常に危険な設計です。
一般的な設計目標は、固有振動数が最大運転回転数の ±20〜30% 以上の余裕を持つことです。ただし機械の種類・用途・減衰特性によって必要な余裕幅は変わります。
回転機械は基本周波数だけでなく、2倍・3倍の高調波(倍調波)も発生します。50Hzで運転する機械からは、100Hz・150Hz・200Hz……という加振力も生じます。
固有振動数が110Hzの構造が「50Hzからは十分に離れているから安全」と判断された後、実は100Hzの2次調波で共振していた——という事例は珍しくありません。
設計チェック:加振周波数の高調波を3次分まで確認し、固有振動数との重なりがないか確認しているか?
歯車を含む機械系では、歯車噛み合い周波数(回転数×歯数)も加振源になります。歯数100枚・50Hzで回転するギヤは5000Hzの加振力を発生させます。音響・疲労の観点からは、この高周波域の固有モードも無視できません。
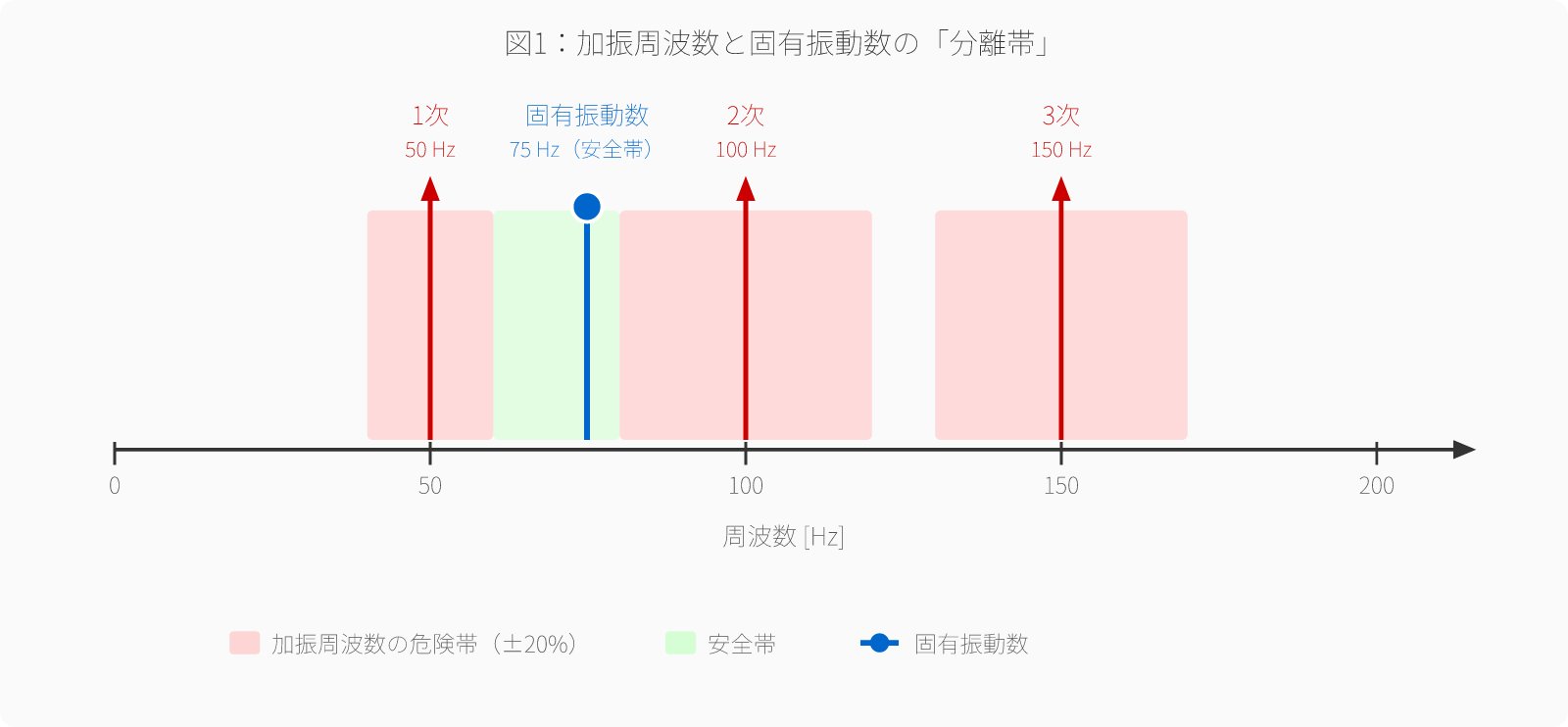
図のポイント:固有振動数は加振周波数(基本波・高調波)から一定の余裕を持って離す必要がある。基本波からの分離だけでなく、高調波との重なりも確認することが重要。
固有値解析(実固有値解析)で得られるのは、減衰ゼロの場合の固有振動数とモード形状です。実際の構造物には必ず減衰(ダンピング)が存在し、共振時の振幅増大の程度はこの減衰の大きさに強く依存します。
共振点での振幅増幅率(Qファクター)と減衰比ζの関係は以下で近似されます。
Q ≈ 1 / (2ζ)
ダンピング比ζが0.01(1%)の溶接鋼構造では、Q ≈ 50。静的変位の50倍の振幅が共振点で発生することを意味します。
| 構造の種類 | 減衰比 ζ の目安 |
|---|---|
| 溶接鋼構造 | 0.01〜0.02(1〜2%) |
| ボルト締結構造 | 0.02〜0.05(2〜5%) |
| 鋳鉄部品 | 0.02〜0.04(2〜4%) |
| ゴム防振支持構造 | 0.05〜0.15(5〜15%) |
溶接鋼構造のように減衰が小さい場合、共振点から数Hzずれていても振幅が数十倍になることがあります。「固有振動数が加振周波数と少し違うから大丈夫」という判断は、減衰が十分にある場合にのみ成立します。
一般的に使われる固有値解析(実固有値解析)は減衰ゼロを前提とした計算です。減衰を考慮した動的応答を正確に評価するためには、周波数応答解析(Frequency Response Analysis)または過渡応答解析が必要です。
「固有値解析はした。でも周波数応答解析はしていない」という設計案件は思いのほか多く、減衰の小さい鋼構造では危険な見落としにつながります。
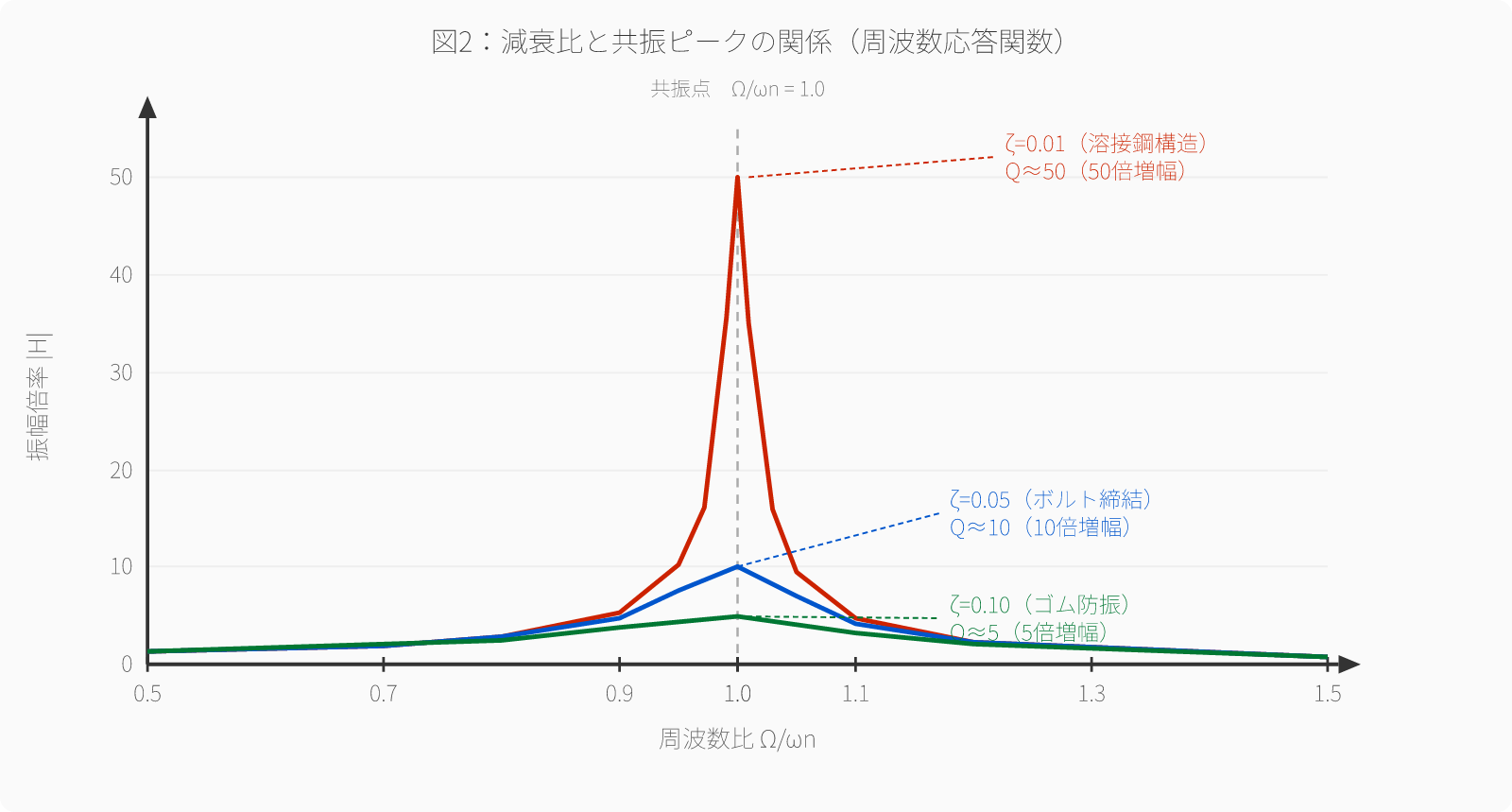
図のポイント:減衰比が小さいほど共振ピークは鋭く高くなる。ζ=0.01(溶接鋼構造の典型値)では共振点付近の振幅が50倍に達する。共振点から少しずれた周波数でも大きな振幅が残ることに注意。
固有値解析が出力するもう一つの重要な情報がモード形状(固有モード)です。モード形状は、そのモードで振動したときの変形の空間的なパターンを表します。
多くの設計者はモード形状を確認せず、固有振動数の数値だけを見て判断します。これは非常にもったいない。
①どこが最も大きく変形するか
大きく変形する場所 = 曲げ応力が最大になる場所です。その位置に応力集中源(ノッチ・段差・溶接止端)があれば、疲労破壊のリスクが高い。
②加振点でのモード変位が大きいか
加振力が作用する位置でのモード変位が大きいほど、そのモードは励振されやすくなります。逆に加振点がノードライン(変位ゼロの線)上にあれば、そのモードはほとんど励振されません。
③加振力の方向とモードの振動方向が一致するか
3次元構造では並進・回転・曲げなど様々なモードが存在します。加振力の方向とモードの振動方向が一致するモードだけが有効に励振されます。
上記の3点を組み合わせると、「加振点での変位が大きく、かつ高応力部位と一致するモード」が最も危険なモードです。
設計変更で固有振動数を変えるのが困難な場合、加振点の位置をノードライン付近に移動させるという対策も有効です。固有振動数を変えずに加振効率を下げる方法で、現場ではしばしば使われます。
たとえばポンプの吐出配管が振動問題を起こしていたケースで、配管サポートを追加して固有振動数を変えようとしたが変化が小さかった案件がありました。モード形状を確認すると、ポンプ接続部(加振点)がちょうど腹(最大変位点)に来ていました。サポート位置を変えて接続部がノードライン付近になるよう調整したところ、振動が大幅に低減されました。
固有値解析は「この機械がどんな振動モードを持つか」を教えてくれるツールです。それ自体は破損を予測するものではありません。加振源・減衰・モード形状という3つの情報を組み合わせて初めて、共振リスクの正しい評価ができます。
数値を報告書に載せることがゴールではありません。その数値の意味を問い、設計判断につなげることがエンジニアの仕事です。