溶接歪みを設計で抑える4原則とすみ肉継手の強度の決め方
ichimatsu
How to 機械設計

機械設計の図面で最も多く書く材質記号は、おそらくSS400です。架台、ブラケット、治具、カバー。材質欄にSS400と書き、溶接記号を付けて出図する。それで何年も、問題が起こることはまずないはずです。
私も使い方を間違えていました。SS400を「溶接できる材料」だと思って指示していたのです。あるとき板厚の大きい溶接構造の図面で、製缶業者から「これはSM材にしないのですか」と聞かれて答えられませんでした。JIS G 3101の規格表を初めて開くと、化学成分の欄にあるのはPとSの上限だけ。溶接性を左右する炭素の規定が、空欄でした。
SS400が問題なく溶接できているのは、規格が保証しているからではありません。流通材の成分が、結果として溶接に向く範囲に収まっているからです。SS400の規格が保証する範囲・しない範囲を整理し、SM材・SN材との使い分けの判断基準まで説明します。

SS400はJIS G 3101「一般構造用圧延鋼材」の鋼種です。規格が決めているのは次の項目だけです。
| 項目 | SS400の規定 |
|---|---|
| 引張強さ | 400〜510 N/mm² |
| 降伏点 | 245 N/mm²以上(板厚16mm以下) |
| 伸び | 板厚・試験片区分ごとに下限あり |
| P(りん) | 0.050%以下 |
| S(硫黄) | 0.050%以下 |
| C・Si・Mn | 規定なし |
名前の400は引張強さの下限です。つまりSS400は強度だけを保証する規格。炭素量に上限がないため、極端に言えばC量の多い硬化しやすい鋼材が納入されても、規格違反にはなりません。
出自を遡ると、SS400の前身は旧JISのSS41。リベットとボルトで構造を組んでいた時代の規格で、溶接で組むことはそもそも想定されていませんでした。溶接性が規定にないのは、手落ちではなく出自によるものです。
溶接部の低温割れは、次の三つがそろったときに起きます。
このうち材料側で管理できるのが硬化組織です。硬化のしやすさは炭素当量Ceqで評価し、Cはその第1項、寄与が最も大きい元素です。
Cが規定されていない。だからCeqが計算できない。だから予熱が要るのか要らないのか、規格からは判断できない。これが「SS400の溶接性は保証されない」の中身です。Ceqの式と予熱温度の目安は材料の溶接性と設計指示で整理したとおり、Ceq 0.44%超で予熱検討が一つの線になります。
一方で現実の流通材を見ると、SS400のC量はおおむね0.1〜0.2%程度に収まっていることが多く、薄板の溶接で割れることはまれです。だから現場は困らないし、疑問も持ちにくい。ただし「問題が出ていない」と「規格で保証されている」は別の話です。溶接部にトラブルが起きたとき、「SS400は溶接性が保証された材料です」という設計根拠は成立しません。
溶接性を規格として保証するのがSM材とSN材です。主な規定を並べます。
| 規定項目 | SS400 | SM400A | SM400B | SN400B |
|---|---|---|---|---|
| 引張強さ | 400〜510 | 400〜510 | 400〜510 | 400〜510 |
| C上限 | — | 0.23% | 0.20% | 0.20% |
| Si・Mn | — | Mnのみ | 規定あり | 規定あり |
| P / S | 0.050% | 0.035% | 0.035% | 0.030% / 0.015% |
| シャルピー衝撃値 | — | — | 27 J(0℃) | 27 J(0℃) |
| 炭素当量Ceq | — | — | — | 0.36%以下(板厚40mm以下) |
| 降伏点の上限 | — | — | — | 355 N/mm²以下 |
| 降伏比 | — | — | — | 80%以下 |
SM400(JIS G 3106 溶接構造用圧延鋼材)は、船舶や橋梁のために作られた溶接前提の規格です。C上限とP・Sの強化で溶接性を確保し、B種以上はシャルピー衝撃値、つまり、じん性まで保証します。
SN400(JIS G 3136 建築構造用圧延鋼材)は、建築鉄骨の溶接部損傷の経験を踏まえて1994年に制定された規格です。B種はCeqそのものに上限を置き、さらに塑性設計のために降伏点の上限と降伏比80%以下まで規定します。「強すぎる材料が来ること」まで管理する点が、SS・SM材との大きな違いです。
あまり知られていませんが、SN規格の制定に伴い、SS規格とSM規格の適用範囲からは建築用途が削除されています(日本鉄鋼連盟「わかりやすい建築構造用鋼材Q&A集」)。建築鉄骨の主要部材は、規格レベルでSN材の世界に移りました。一方、機械設備や産業機械の構造はいまもSS400とSM材で組まれています。同じ鋼でも、分野によって規格の置き方が違う。これを知っておくと、建築系の資料を読むときに混乱しません。
紛らわしい点が二つあります。一つ目はSN400Aです。CeqやPCM(溶接割れ感受性組成)の規定がなく、溶接性は考慮されていません。鉄鋼連盟のQ&A集も「軽微な溶接部分に限って使用可能」という位置づけです。C上限や板厚のマイナス公差はSS400より厳しいため「SS400と同じ」ではありませんが、「SNだから溶接に強い」と読むと外れます。
二つ目は記号A・B・Cの意味です。SM材のA/B/Cはシャルピー衝撃値の区分(A:規定なし、B:27J、C:47J)。SN材のA/B/Cは使用部位の区分(A:溶接しない二次部材、B:主要構造・溶接部材、C:板厚方向特性も必要な部材)。同じ記号でも規格によって意味が違います。
引張強さはどれも400〜510 N/mm²で同じ、という点も押さえておきたいところです。強度計算の数字だけ見ていると、SS400とSM400Bの違いは見えません。違いは強度ではなく、保証範囲にあります。
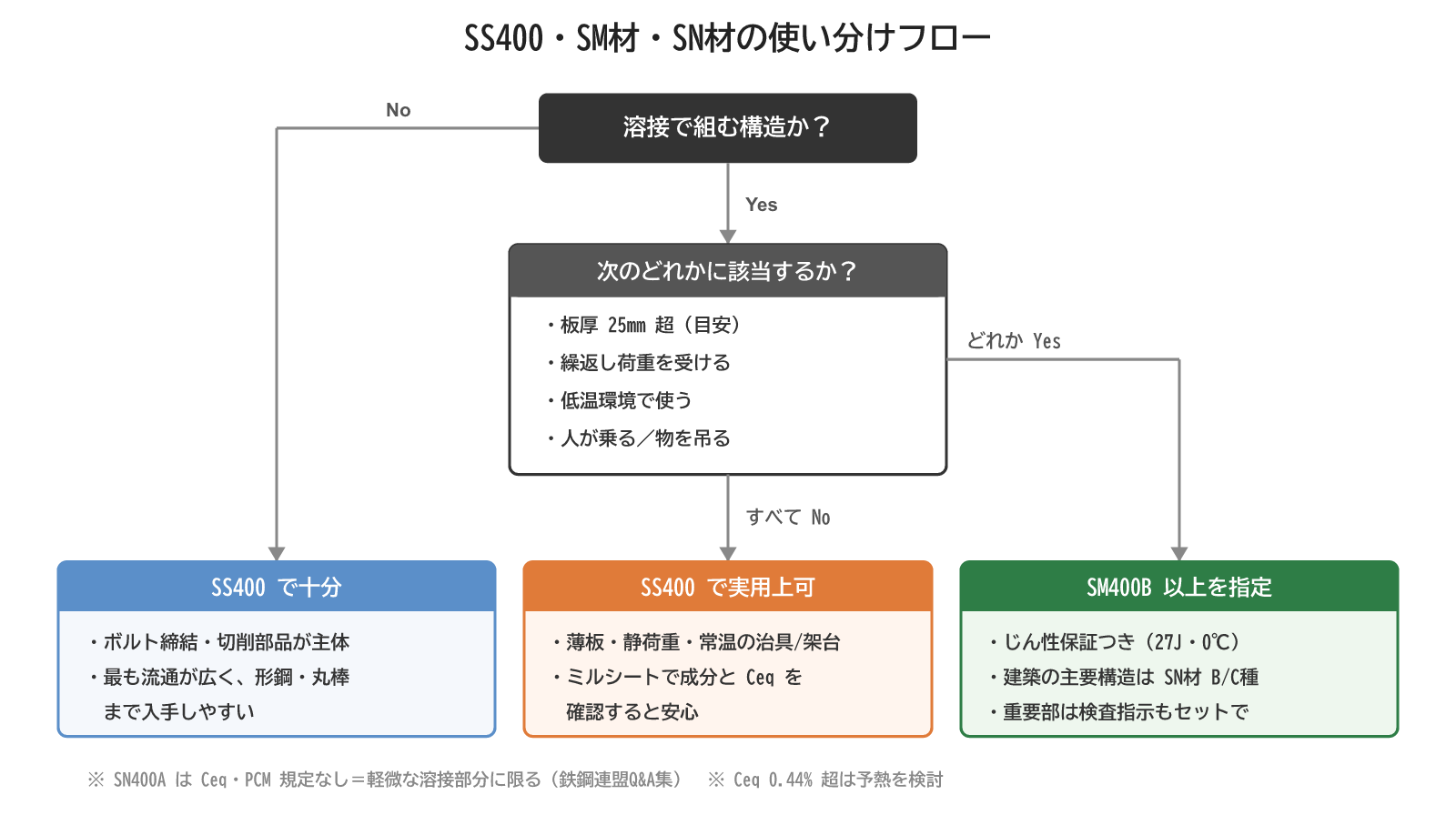
機械設計の現場では、治具・架台・カバーの大半がSS400の溶接で回っています。これを全部SM材に変える必要はありません。判断の軸は四つです。
もう一つの現実解がミルシートの確認です。規格が要求しないだけで、製鋼メーカーはC・Si・Mnを管理しており、ミルシートにはC・Si・Mn・P・Sの5成分が記載されているのが一般的です。流通するSS400の実態はC 0.1〜0.2%、Mn 0.4〜1.0%程度。仮にミルシートの値がC 0.16%・Si 0.20%・Mn 0.60%なら、
Ceq = C + Mn/6 + Si/24(SS400では他の合金元素はほぼゼロ)
= 0.16 + 0.10 + 0.01 ≒ 0.27%
予熱検討の線0.44%に対して十分な余裕が読めます。SS400のままでも、ミルシートからCeqを計算して予熱要否を判断する運用は成立します。
ただしこれは「目の前の材料ロットの確認」であって、図面指示としての保証にはなりません。リピート品や外注先の変更がありうる図面では、最初からSM材を指定する方が確実です。
調達面の注意も一つ。SS400は鋼板・形鋼・平鋼・丸棒まで最も広く流通しています。SM材は厚板が中心で、形鋼や小径の丸棒では入手性が落ちます。安全側に倒して全部SM指定にすると、今度は調達でつまずく。溶接部のある主要構造だけSM材、それ以外はSS400という分け方が実務的です。
規格表の「規定なし」の欄は、読み飛ばせばただの空白です。でもその空白は「ここから先は使う側が判断しろ」という意味を持っています。材質欄に書き慣れた記号ほど、何を保証して何を保証しない記号なのか、一度規格表で確かめておく。その一手間が、図面の説得力を決めます。