アルミダイキャストの鋳巣、種類と発生メカニズム
ichimatsu
How to 機械設計

「軽量化」と聞いて、まず思い浮かべるのは「鉄をアルミに置き換える」ではないでしょうか。比重は約3分の1。同じ形状で組めば一気に軽くなる。図面の差し替えだけで終わると考えがちです。
しかし試作品を組んで荷重をかけると、想定よりたわむ。曲がりが戻らない。締結部からゆるむ。よくある軽量化失敗の正体は、ヤング率1/3問題と、それに連鎖して起きる三つの落とし穴にあります。
本記事は機械設計者がアルミ置き換えで踏みやすい落とし穴を、ヤング率・締結・材料種の3軸で整理します。具体的な対応策まで含めて、設計初期で判断するための材料を提供します。
鉄とアルミ合金の代表的な物性は次の通りです。
| 物性 | 一般構造用鋼 | アルミ合金(A6061-T6 等) |
|---|---|---|
| ヤング率 E | 約 206 GPa | 約 69 GPa |
| 密度 ρ | 約 7.85 g/cm³ | 約 2.70 g/cm³ |
| 比剛性 E/ρ | 約 26 | 約 26 |
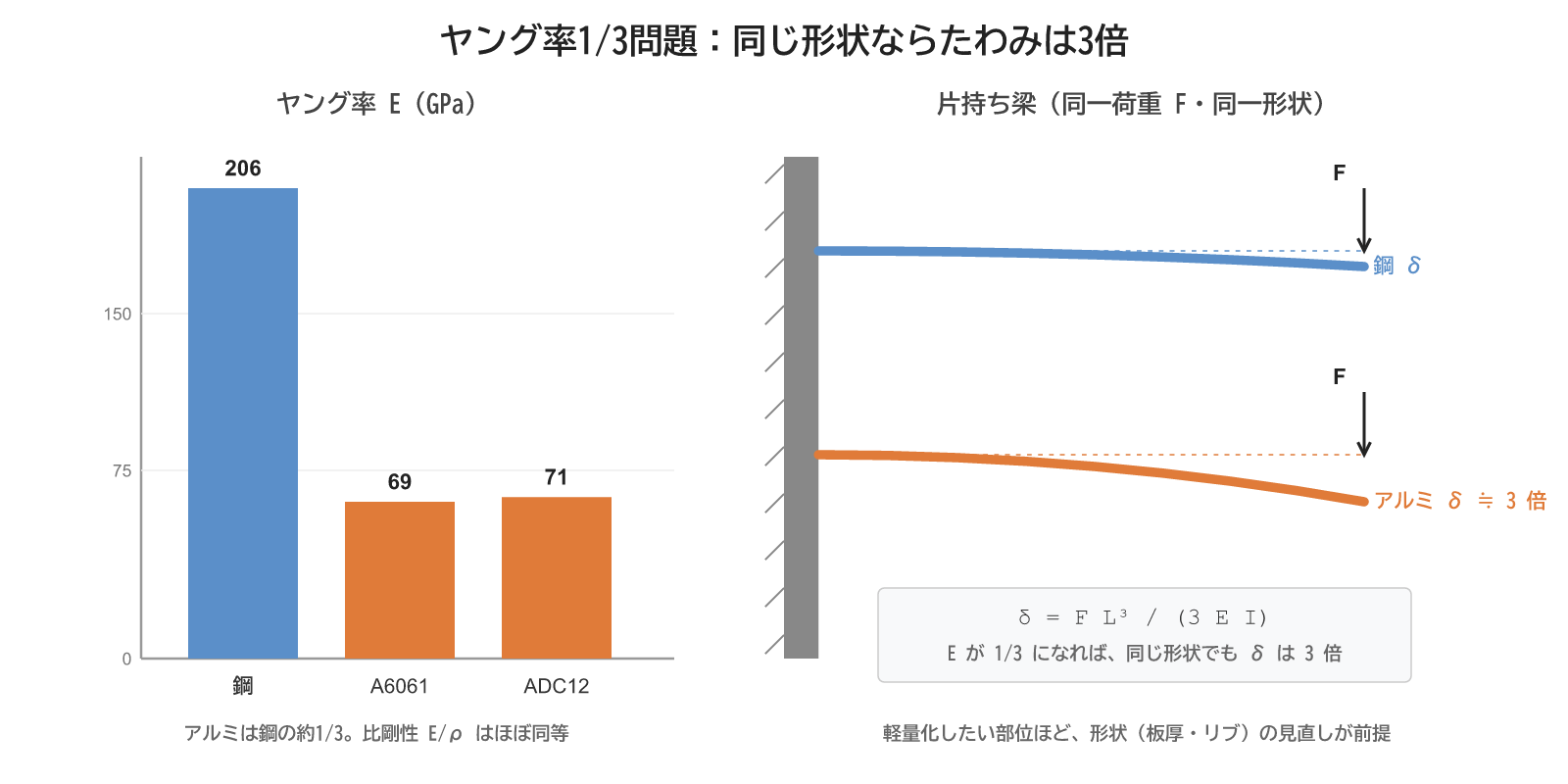
注目すべきはヤング率と密度がほぼ同じ比で減ることです。比剛性(E/ρ)は鉄もアルミもほぼ等しい。これは「同じ重量なら剛性はほぼ同じ」を意味します。
逆に言えば、同じ形状(同じ断面二次モーメント I)でアルミに置き換えると、たわみは3倍になります。片持ち梁のたわみ式で確認します。
δ = F × L^3 / (3 × E × I)
E が 206 → 69 GPa に下がると、δ は 1 → 3 倍。重量は1/2.9倍。軽くなった分だけ、剛性は犠牲になっているわけです。
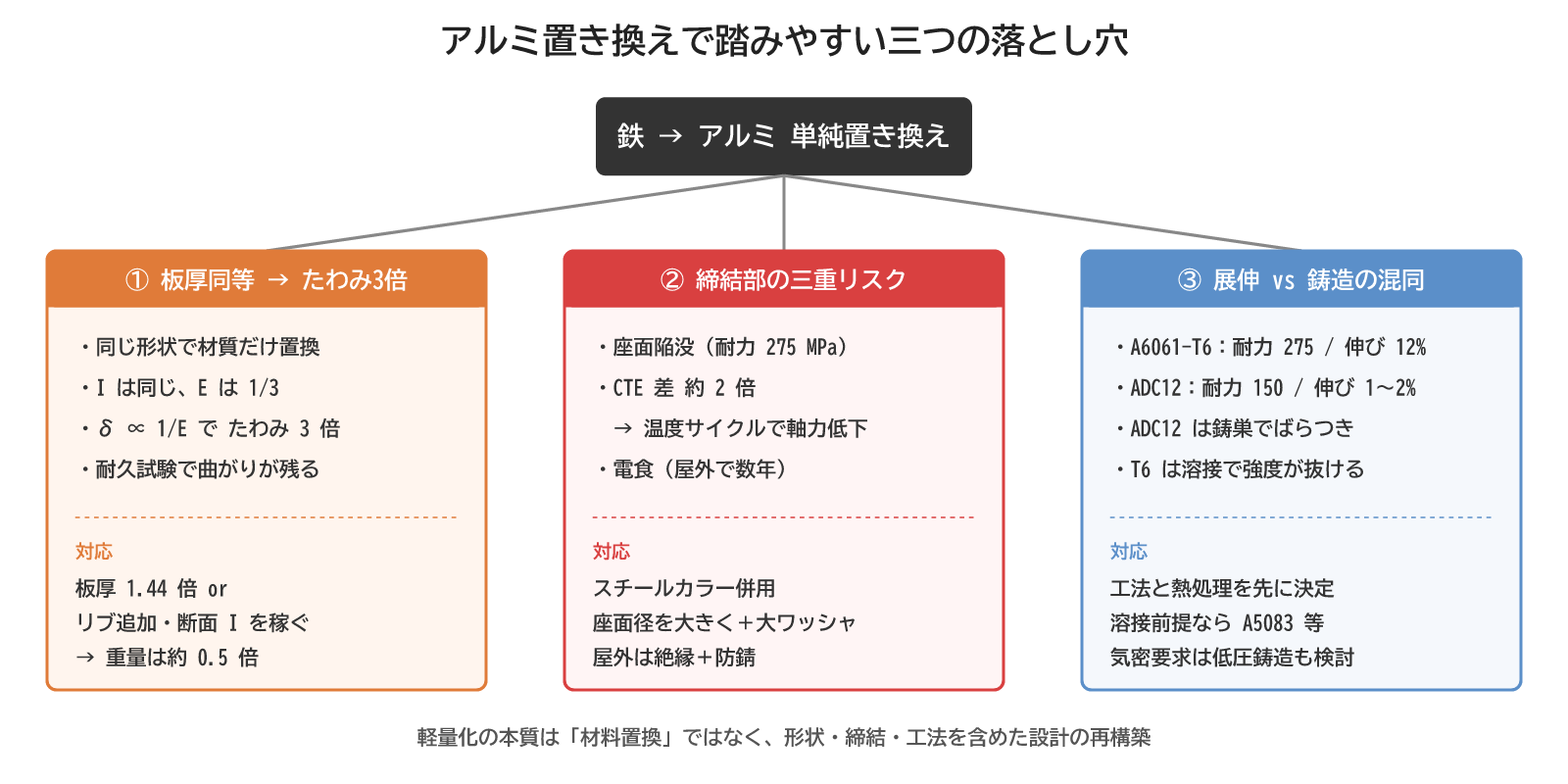
軽量化は「重量を減らす」ではなく「同じ機能を、より軽い構造で実現する」が本質です。比剛性が同じである以上、形状を見直さずに材料だけ置き換える設計は、ほぼ確実に剛性破綻に向かいます。
最も多い失敗は、鉄部品の板厚をそのままアルミに転写するパターンです。図面では「材質:SS400 → A6061」と書き換えるだけ。形状は変わりません。
このとき断面二次モーメント I は同じなので、ヤング率が1/3になった分だけたわみが増えます。3 mm 厚の鉄板ブラケットをそのまま 3 mm 厚の A6061 にすれば、同じ荷重でのたわみは3倍です。
剛性を戻すには、断面形状で稼ぐしかありません。板厚で稼ぐ場合の計算が下記です。
I = b × t^3 / 12 ← 矩形断面の場合
E_steel × t_steel^3 = E_alu × t_alu^3
t_alu = t_steel × (E_steel / E_alu)^(1/3) ≈ t_steel × 1.44
つまり鉄の1.44倍の板厚にすれば、たわみは同等です。重量は (2.70 × 1.44) ÷ 7.85 ≒ 約0.50倍。それでも半分まで軽くなる。これがアルミ置き換えの正しい入り方です。
板厚で稼ぎたくない場合は、リブ追加・断面のH/U字化・ボックス構造化で I を稼ぎます。リブ高さは断面係数に対して3乗で効くので、3 mm の薄板に 10 mm 高さのリブを1本入れるだけで、I は元の板の数十倍になります。
板厚を増やして剛性を確保したとしても、次に締結部で問題が出ます。アルミは鋼と比べて柔らかい。同じ条件で鋼ボルトを締めると、座面側のアルミが先に降伏します。
代表的な耐力比較:
| 材料 | 0.2%耐力 |
|---|---|
| 鋼ボルト 強度区分 8.8 | 約 640 MPa |
| A6061-T6 | 約 275 MPa |
| ADC12 | 約 150 MPa |
座面圧 = ボルト軸力 / 座面面積。M8 強度区分 8.8 のボルトを推奨軸力で締めると、座面圧は容易に 200〜300 MPa に達します。鋼母材なら問題ないが、ADC12 母材だと座面が即座に陥没します。
陥没すると締付け長が短くなり、軸力が下がる。耐久試験で「徐々にトルクが落ちていく非回転緩み」が出るのは、この座面陥没が一因です。
加えて、次の2つが時間遅れで効いてきます。
対応策は次の三段階で考えます。
圧入とはめあいの落とし穴や 「規格内」のボルトが量産で緩む二つのばらつき で扱った締結の判断軸が、ここでも効いてきます。
3つ目の落とし穴は、A6061-T6 と ADC12 を同じ「アルミ」として扱うことです。両者はヤング率こそほぼ同じですが、強度・延性・工法・コストが大きく違います。
| 項目 | A6061-T6(展伸) | ADC12(鋳造) |
|---|---|---|
| 主な工法 | 押出・圧延・切削 | ダイカスト |
| 引張強さ | 約 310 MPa | 約 230 MPa |
| 0.2%耐力 | 約 275 MPa | 約 150 MPa |
| 伸び | 約 12 % | 約 1〜2 % |
| 内部欠陥 | ほぼ無し | 鋳巣・ガス欠陥あり |
| 強度の出し方 | T6 熱処理 | 鋳放しのまま |
| 形状自由度 | 加工で出す | 型で出す |
実務で問題になるのは次の3点です。
材料を決めるときは「アルミの何か」ではなく「展伸か鋳造か、熱処理は入るか、溶接はあるか、要求公差はどこか」を先に整理します。詳細は アルミ材料の基礎 と アルミダイカストの鋳巣 でも触れています。
落とし穴の整理から見えてくる対応策をまとめます。
ステップ1:剛性は形状で稼ぐ
– 板厚は 1.44 倍を基準に、断面形状(リブ・H断面・ボックス化)で I を上げる
– たわみが効く部位は片持ちでなく両端支持・閉断面に変更できないか検討
ステップ2:締結部は別系統で考える
– 母材アルミ+スチールカラー/ブッシュで軸力をブッシュで受ける
– 座面径を大きく、座面圧を 100 MPa 程度に抑える
– 屋外・湿潤環境は絶縁ワッシャと防錆処理を組み合わせる
ステップ3:材料グレードと工法をセットで決める
– 強度が要る/溶接ある → A6061 でも展伸+切削、または A5083
– 形状複雑・量産数多い・気密低要求 → ADC12 ダイカスト
– 強度+形状自由度+気密が要る → アルミ低圧鋳造(A356-T6 等)も選択肢
軽量化は「材料を軽いものに変える」ではなく、「同じ機能を、より軽い構造と工法の組合せで実現する」設計判断です。比剛性が変わらない以上、勝負どころは形状と工法側にあります。