「S-N曲線を引いた」だけで終わっていないか|疲労寿命設計の実践的な使い方と落とし穴
ichimatsu
How to 機械設計

溶接部に疲労き裂が入った。対策として開先形状を変更した。しばらくして、また同じ箇所から割れた。
こういった経験は、溶接構造を扱う設計者なら一度は直面したことがあるのでは。開先を変えても効果がなかったのは、疲労強度の支配因子を読み違えていたからです。
「開先を変える=溶接部の強度が上がる」というのは、静的強度ではあながちまちがいではありません。しかし疲労強度の話になると、少し考え方を変える必要があります。溶接継手の疲労強度を支配しているのは、開先形状よりも止端部の応力集中と引張残留応力の二つです。
この記事では、溶接継手の疲労強度がなぜ低いのか、どこで決まるのかを解説します。あわせて、実務で使えるFAT値(疲労強度クラス)による評価方法と、止端部処理による疲労強度改善の手法を紹介します。
まず前提を整理します。溶接継手の疲労強度は、同じ材質の母材より大幅に低くなります。
なぜか。理由は溶接部には疲労強度を下げる要因が三つ重なっているからです。
| 要因 | 内容 | 影響度 |
|---|---|---|
| 止端部の応力集中 | 溶接ビードと母材の境界(止端部)で形状が急変する | 大 |
| 引張残留応力 | 溶接熱サイクルにより止端部付近に引張残留応力が残る | 大 |
| 溶接欠陥 | 気孔・融合不良などがき裂起点になりえる | 中〜大 |
この三つが同時に存在するのが溶接継手の宿命です。開先形状を変えても、これらの根本が変わっていなければ大きな対策効果は期待できません。
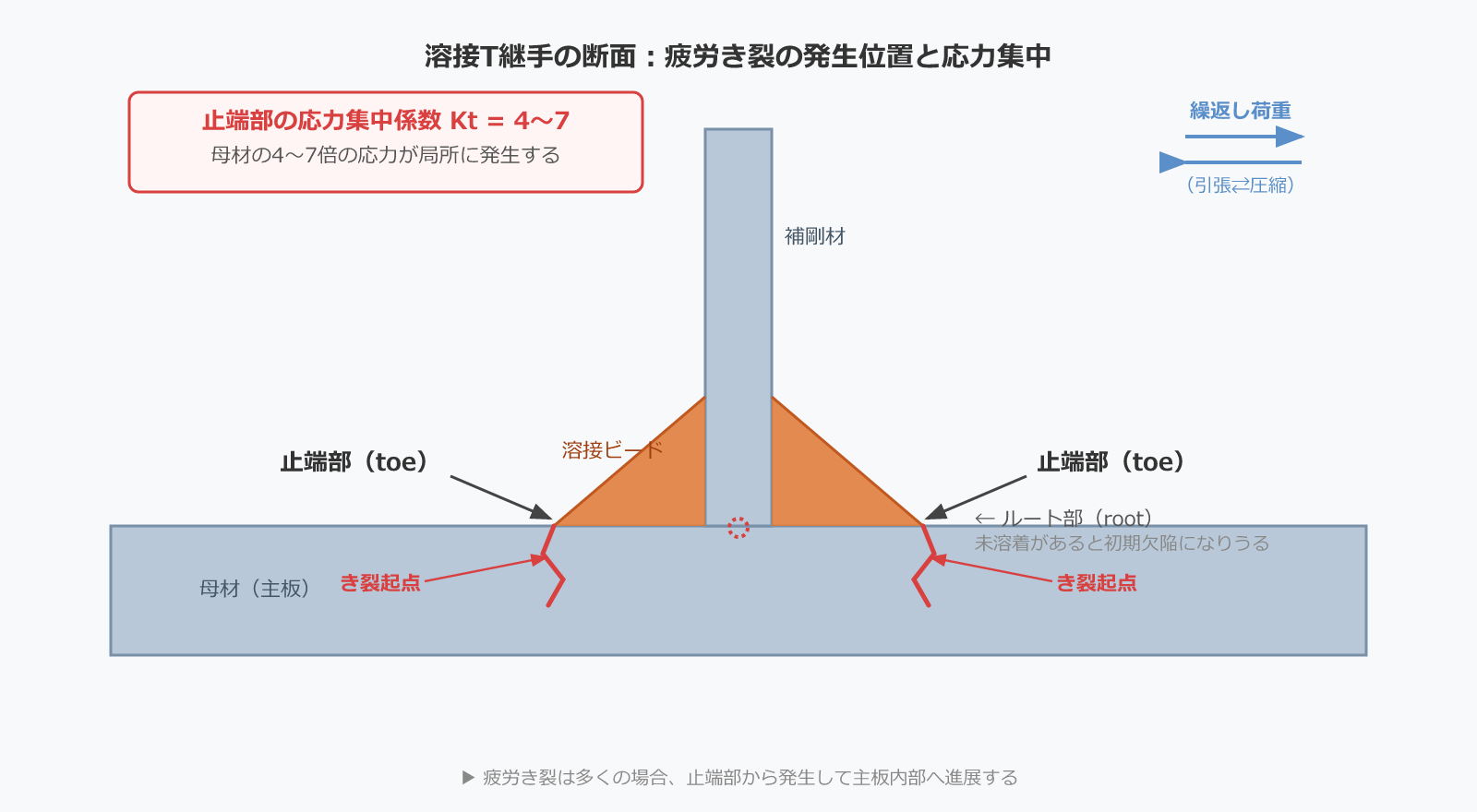
溶接継手には、疲労き裂が発生しやすい箇所が二か所あります。止端部(toe)とルート部(root)です。
止端部は溶接ビードと母材が交わる稜線です。この部分で断面が急変するため、応力集中が生じます。すみ肉溶接の十字継手では、止端部の応力集中係数(Kt)は4〜7に達します。母材部分の応力の4〜7倍の応力が局所的に作用していることになります。
ルート部は溶接ビードの根元です。開先が不完全で未溶着部が残っていると、そこが初期き裂と同等の欠陥になります。
開先形状を変えることで主に影響するのはルート部の状態です。しかし実際の疲労破壊は、多くの場合止端部から始まります。開先対策が効かないケースでは、止端部側が問題になっている可能性があります。
止端部の応力集中はKtで定量化されます。Ktは止端部の曲率半径(ρ)と溶接脚長(h)の比によって決まります。
Kt ≈ 1 + 0.5 × (h / ρ)^0.5 (簡略式)
ρが大きい(なだらかな止端部)ほどKtは小さくなります。逆に、溶接ビードが鋭く立ち上がるほどKtは大きくなり、疲労強度が低下します。
開先を変えても止端部形状が変わらなければ、Ktはほぼ変わりません。これが「開先変更が効かない」理由の一つです。
疲労強度は平均応力の影響を受けます。引張方向の平均応力が高いほど、疲労破壊しやすくなります。
溶接部では、冷却時の収縮によって止端部付近に引張残留応力が発生します。この値は材料の降伏応力に近い大きさになることもあります。
σ_mean = σ_applied_mean + σ_residual
設計荷重から計算した平均応力が低くても、残留応力の分だけ実際の平均応力は高くなっています。S-N曲線を引いて「安全率が取れている」と判断しても、残留応力を無視していれば意味がありません。
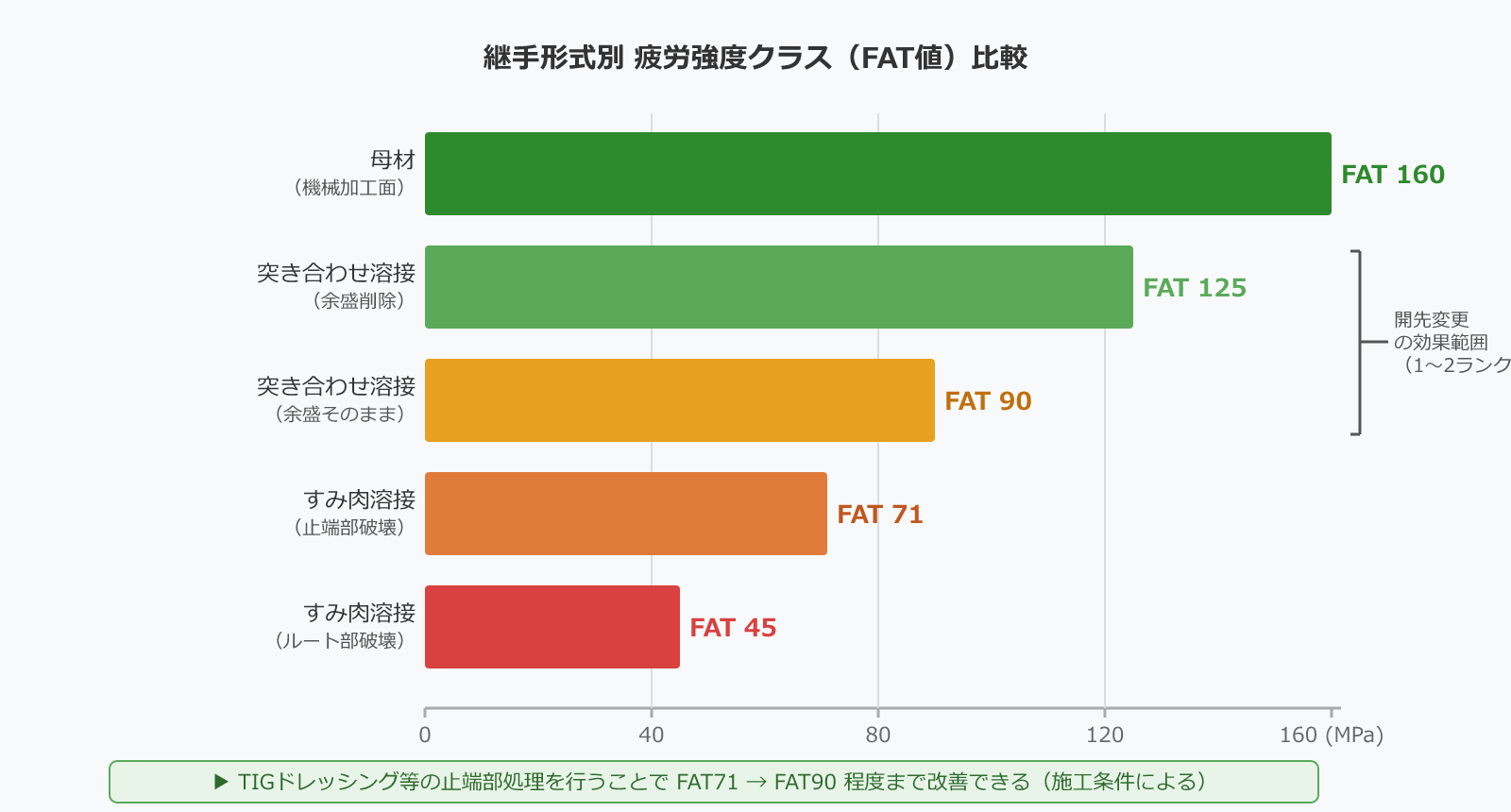
IIW(国際溶接学会)が定めるFAT値は、継手種類ごとの許容応力振幅の基準値です。単位はMPaです。
| 継手種類 | FAT値(目安) |
|---|---|
| 母材(機械加工面) | 160 |
| 突き合わせ溶接(余盛削除) | 125 |
| 突き合わせ溶接(余盛そのまま) | 90 |
| すみ肉溶接(止端部破壊) | 71 |
| すみ肉溶接(ルート部破壊) | 36〜45 |
母材のFAT160に対して、すみ肉溶接の止端部破壊ではFAT71と半分以下になります。開先形状の変更は、この表の中でせいぜい1〜2ランクしか変わりません。抜本的な改善にはならないのです。
FAT値が低い継手ほど、同じ応力振幅でも寿命が短くなります。設計段階でどの継手形式を選ぶかが、疲労強度の大枠を決めます。
ただしFAT値はあくまで「規格通りに溶接された継手」の値です。溶接欠陥があれば実際の疲労強度はさらに低下します。FAT値で安全率を計算しても、施工品質が伴わなければ意味をなしません。
残留応力を考慮せずにS-N曲線だけで評価すると、疲労寿命を過大評価することになりえます。溶接後熱処理(PWHT)を行った場合と行わない場合では、疲労強度が大きく異なります。FAT値の中には残留応力が高い状態を前提にしたものもあるため、適用条件を混同しないよう注意が必要です。
止端部をTIGドレッシング(TIG処理)やグラインダー仕上げで滑らかにすることで、応力集中を低減できます。
TIGドレッシングは、止端部を再溶融して曲率半径を大きくする処理です。適切に施工すればKtを大幅に下げられ、FAT値を1〜2クラス改善できることが報告されています。疲労強度対策として、開先変更より先に検討すべき手法です。
FAT値は参照板厚(通常25mm)を基準にした値です。板厚が増すと止端部の応力集中の影響が増大し、疲労強度が低下します。これを板厚効果と呼びます。
FAT_補正 = FAT × (t_ref / t)^n (nは0.1〜0.3程度、継手形式による)
厚板構造でFAT値をそのまま使うと、危険側の評価になりえます。
溶接部の疲労設計で「開先を変えた」「計算上は安全率が取れている」という確認だけで終わるのは危険です。止端部形状・残留応力・施工品質の三つが揃って初めて評価が成り立ちます。現物の溶接ビードを見て、止端部の形状がなだらかかどうかを確かめる目を持つことが、疲労設計者には必要です。