圧入設計の基礎、H7/p6の前に押さえる面圧・温度・トルク
ichimatsu
How to 機械設計

ボルト穴の位置を図面で指示するとき、こんな書き方をしていないでしょうか。
「壁Aから50、壁Bから30、それぞれ±0.1。穴径はφ10±0.05。これで組み立てに必要な精度は出るはず」
この指示は、もちろん間違いではありません。寸法公差で位置を規制すれば、穴中心は規定の範囲に収まります。ただ、その範囲の形が四角いことに気づいていますか。そして、その形状の違いが量産歩留まりにどう効いてくるかを、考えたことがあるでしょうか。
位置度(⌖)と最大実体公差(Ⓜ)を組み合わせて使うと、機能要求を変えずに合格範囲を広げられる場合があります。これは公差を緩める話ではありません。設計が本来許容している余裕を、図面で正しく取り出す話です。
この記事では、位置度を寸法公差の延長で捉えてしまう曖昧さを解いたうえで、最大実体公差(MMC: Maximum Material Condition) が量産歩留まりにどう効くかを解説します。なお最大実体公差は、現場や海外では「ボーナス公差」と呼ばれることもあります。図面に現れる Ⓜ は同じですが、設計者の意図と現場の実感の両面を理解しておくと、調達・量産との会話がスムーズになります。
まず、寸法公差だけで穴位置を指定したケースを整理します。
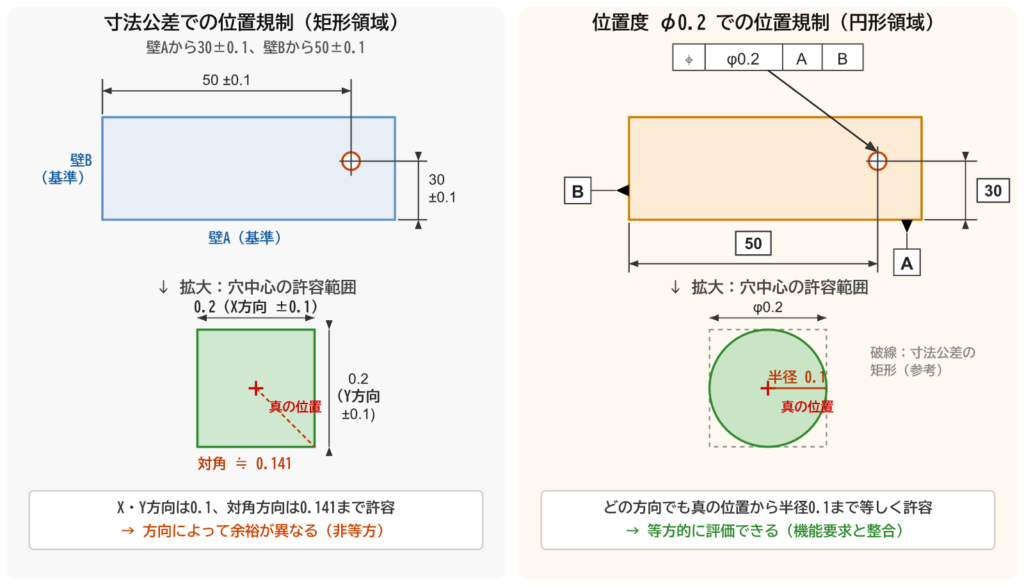
壁Aから穴中心まで: 50 ±0.1
壁Bから穴中心まで: 30 ±0.1
この指示で穴中心が許される範囲は、真の位置(X=50, Y=30)を中心に 0.2 × 0.2 の矩形になります。X方向に±0.1、Y方向に±0.1、独立に動ける範囲です。
ここで気づいてほしいのは矩形の対角方向です。真の位置から最も遠い角までの距離は、
√(0.1² + 0.1²) ≒ 0.1414
となり、X軸・Y軸方向の許容(0.1)よりも約 1.41 倍の距離まで許されています。これは設計が意図して認めた余裕というより、直交座標で公差を切ったことの副産物です。
組立て上の制約は通常、相手部品との「中心ズレ距離」で決まります。距離は方向に依らず等方的に判断するのが自然です。にもかかわらず、寸法公差で切ると方向によって許容が変わってしまいます。これが寸法公差で位置を扱うときの構造的な弱点です。
ここで位置度の出番です。位置度を φ0.2 で指定すると、穴中心の許容範囲は 直径0.2の円になります。
「四角から円に変えただけで、対角方向の許容(約0.141)が短くなるので、同じ数値で四角と円を比べれば円のほうが面積も小さく、対角方向の余裕も短くなります。
これでは、一度は寸法公差をきつくするためにあるものだと思ってしまいますが、それだけではありません。正しく位置度を用いることで、設計、製造共にメリットが生じるのです。その為には下記の2点を理解する必要があります。
この2点目を加えて初めて、量産歩留まりの議論ができるようになります。
ここから本題です。穴の機能を考え直してみてください。
穴にボルトを通すだけが目的なら、組立てが最も厳しいのは「穴径が一番小さいときに、位置がズレた場合」です。これを最大実体状態(MMC: Maximum Material Condition)と呼びます。穴側の材料が最も多く残っている状態、つまり穴が最小径の状態です。
逆に、穴径が公差の中で大きく振れた個体については、その分位置がズレても組立てに支障はありません。穴が大きい分、ボルトとのクリアランスが広がっているからです。
この設計上の余裕を図面で正式に取り出すのが、位置度に Ⓜ を付ける指示です。
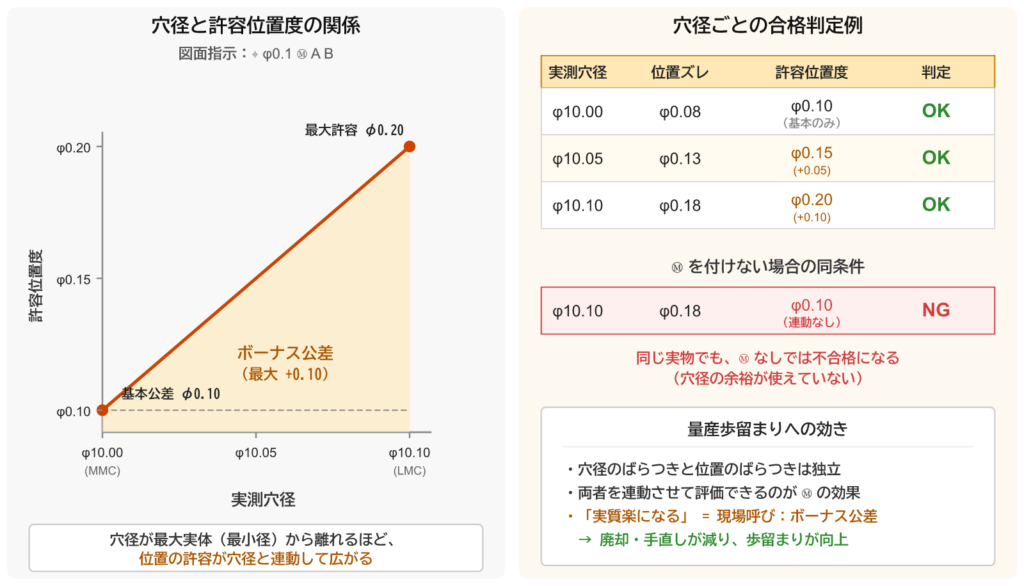
位置度 φ0.1 Ⓜ A B
この指示の意味は次のとおりです。
たとえば穴径の規格が φ10.00〜φ10.10 で、実測がφ10.05だったとすると、
追加で許容される位置度 = 10.05 − 10.00 = 0.05
合計の位置度許容 = φ0.1 + 0.05 = φ0.15
となります。この追加で許される +0.05の部分が、海外や現場で「ボーナス公差」と呼ばれている領域です。技術的には最大実体公差方式の効果ですが、量産現場では「実質楽になる」と体感されるため、別名がついています。本質的には、機能要求がもともと許していた余裕を、穴径の実測値に応じて図面で開放しているだけです。
具体的な例で考えます。板金部品にボルト用の φ10 穴が4箇所あり、加工機の特性で位置のばらつきが平均0.05・最大0.13、穴径のばらつきが φ10.00〜φ10.10 に分布しているとします。
| 公差指示 | 合格範囲(位置) | 量産での効き |
|---|---|---|
| 寸法公差 ±0.05 のみ | 矩形 0.1 × 0.1(対角約0.141) | 軸方向で厳しく不合格が出やすい |
| 位置度 φ0.1(Ⓜ なし) | 円 φ0.1 | 等方的だが、対角の余裕は使えない |
| 位置度 φ0.1 Ⓜ A B | 円 φ0.1 + 穴径ボーナス(最大 +0.10) | 穴径のばらつきと連動して許容が広がる |
加工が安定して穴径が中央値付近に集まる場合、Ⓜ 指示なら多くの個体で φ0.13〜φ0.18の位置許容が得られます。これは、寸法公差±0.05の対角値(0.141)と同等以上の範囲です。
つまり、寸法公差で「対角に副産物的に許されていた余裕」を、位置度+Ⓜ で等方的に・穴径の実測と連動させて取り出している、という構図になります。
歩留まりの観点では、Ⓜ の有無は次のように効きます。
加工ばらつきが避けられない量産現場で、Ⓜ の有無は廃却率・手直し工数として直接効いてきます。
位置度には「何に対する位置か」を示すデータム指定が必須です。先ほどの例の A B が、そのデータムにあたります。
寸法公差で位置を切るときも、暗黙には「壁Aから測る」「壁Bから測る」と運用されます。ただし図面上の正式な指定にはなりません。検査の段階で「どの面を基準にしたか」によって測定結果が変わるリスクが残ります。
位置度を使うと、測定の基準まで含めて図面で固定できます。同じ部品を国内拠点と海外サプライヤーで作り分ける場面でも、測定方法のすれ違いが発生しづらくなります。地味ですが、量産品質を安定させるうえで効いてくる効果です。
すべての穴に位置度+Ⓜ を付ける必要はありません。判断の目安は次の2点です。
迷ったら、「位置がズレても組立てが成立するクリアランスがあるか」を起点に判断するとよいでしょう。クリアランスがあるなら、位置度+Ⓜ で歩留まりを取りに行くのが合理的です。逆に、はめあいで吸収できない機能(軸方向の位置決めなど)には、位置度を機械的に当てはめないほうが安全です。
